La précédente fabrication de l’aorte en Ninja Flex, présente de bonnes propriétés mais manque de finesse.
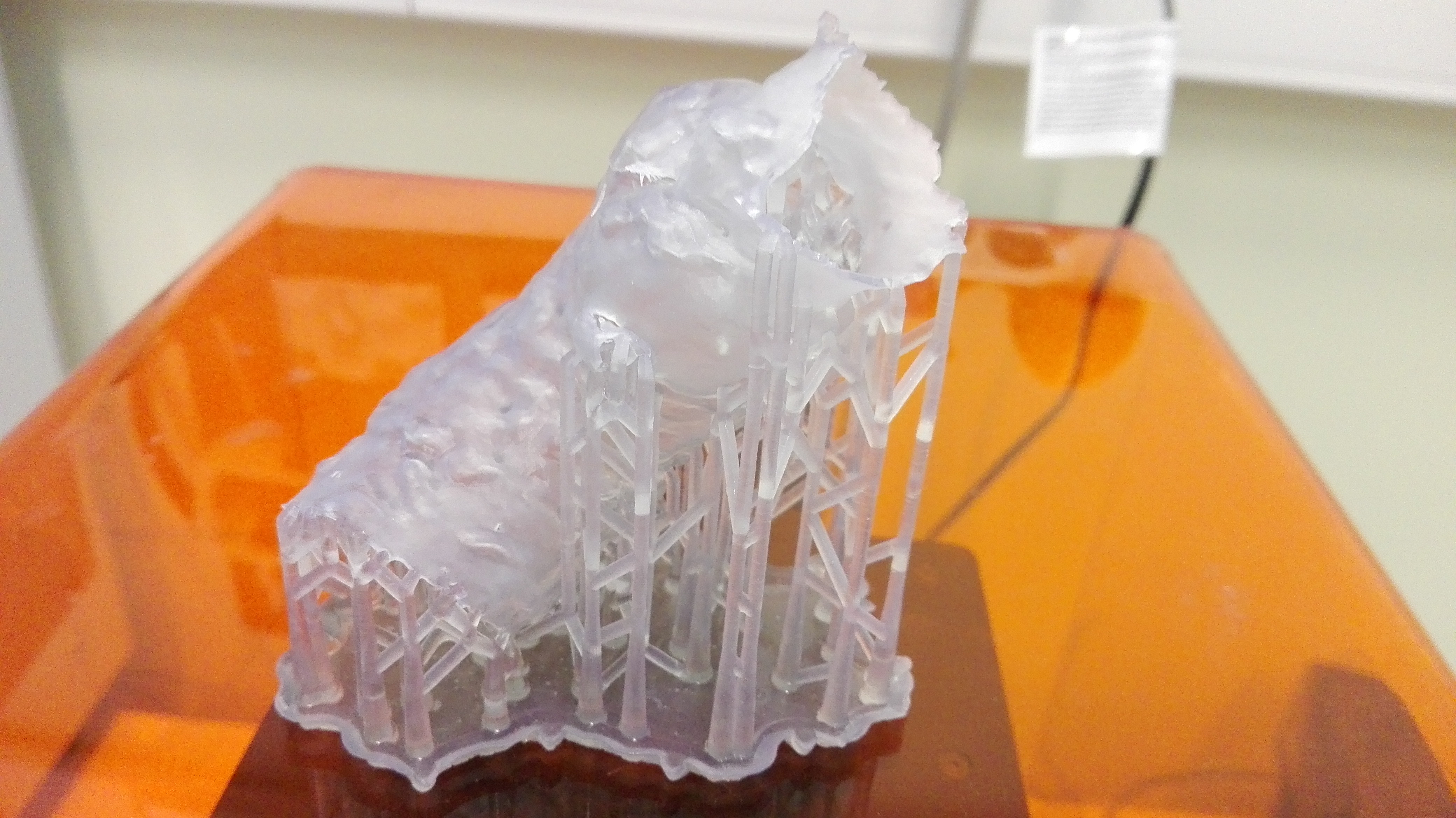
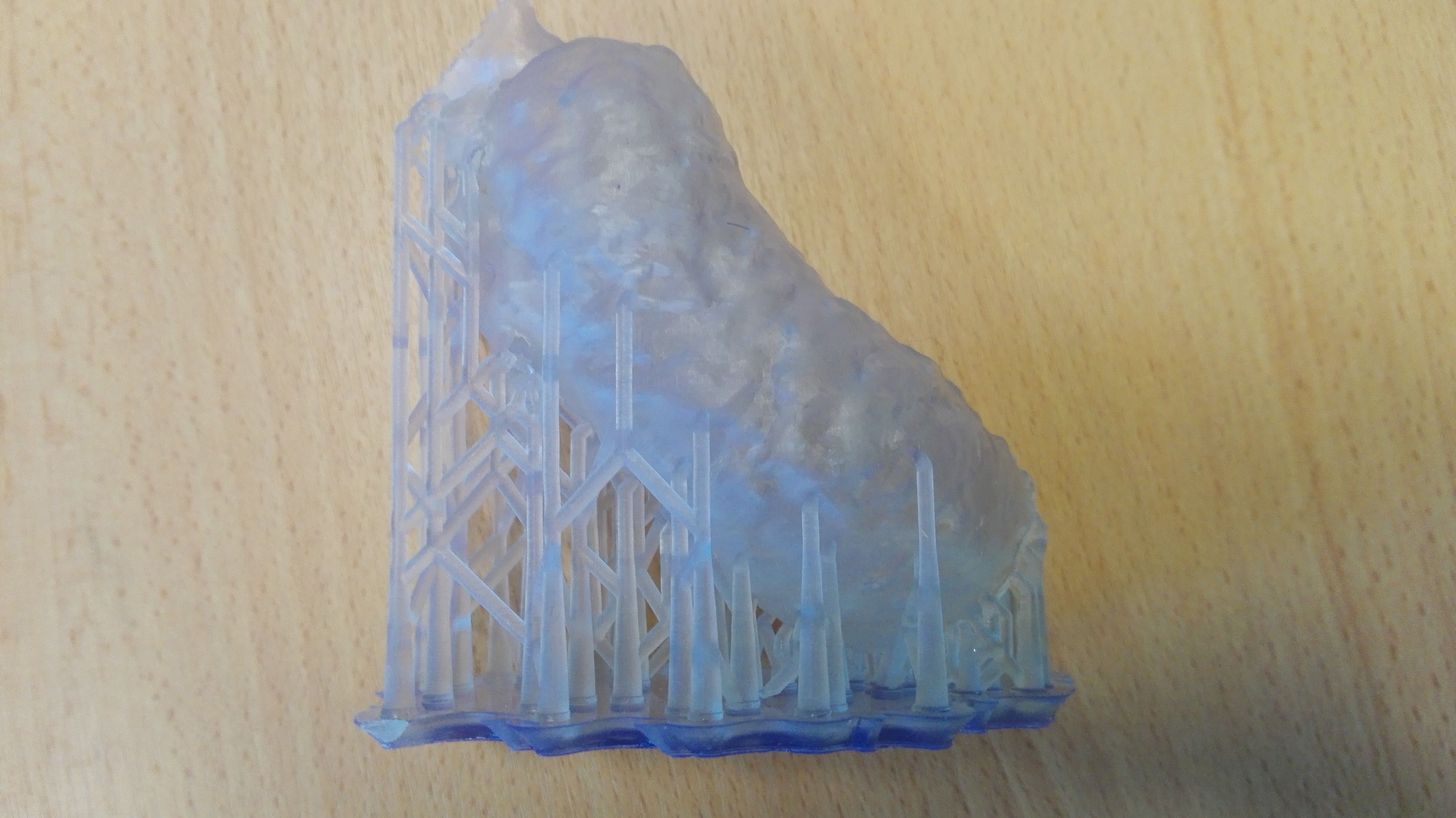
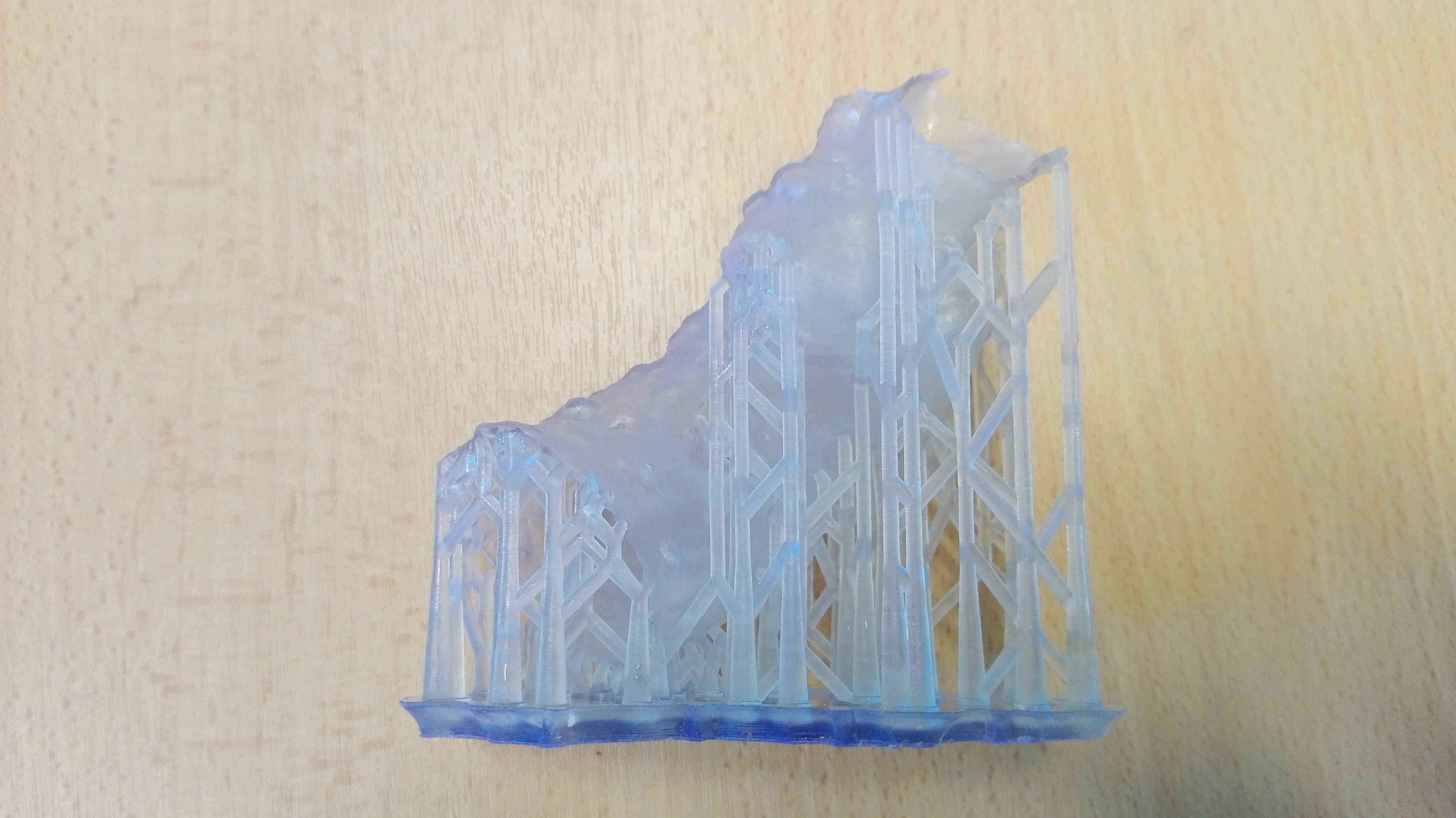
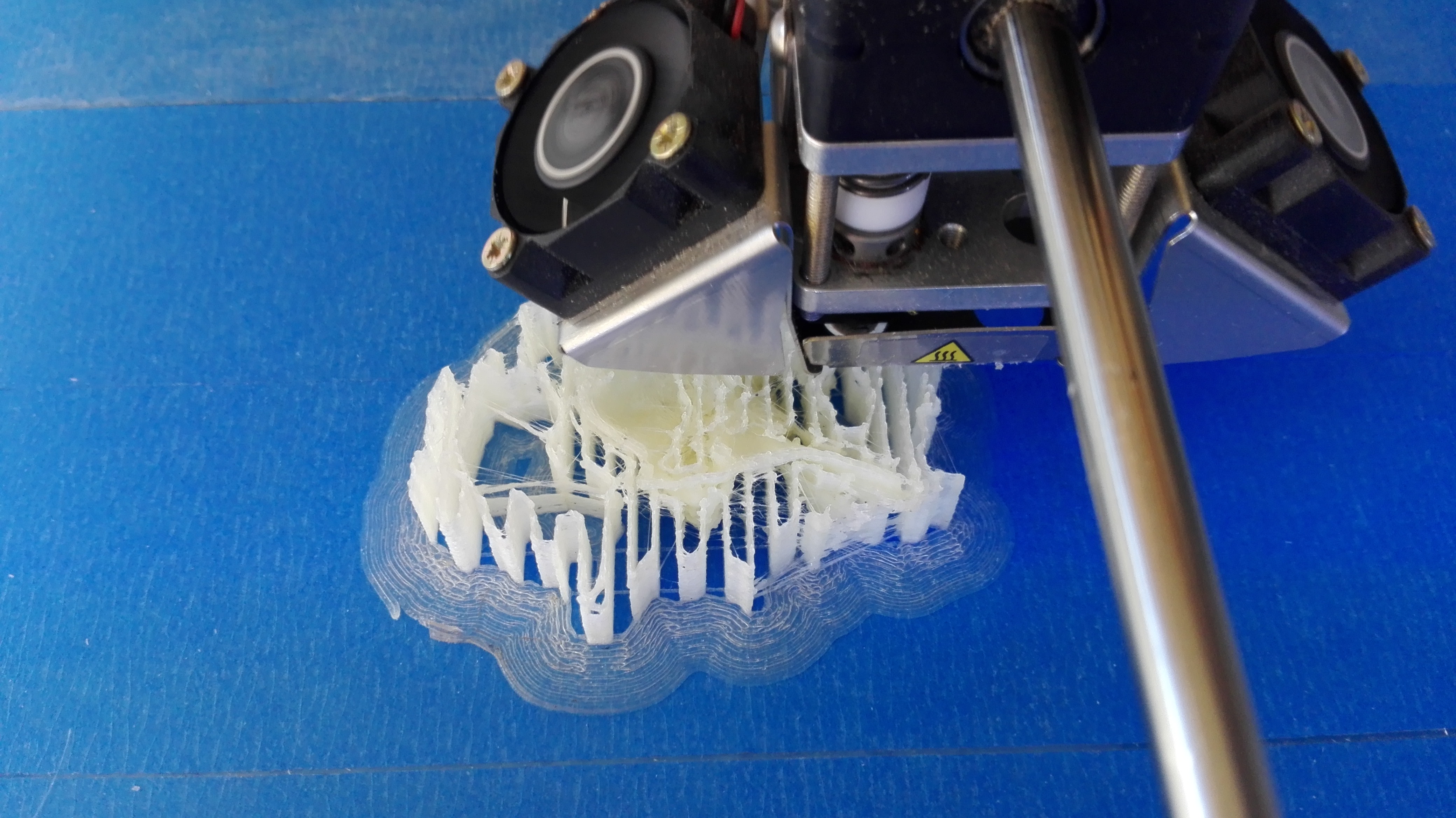
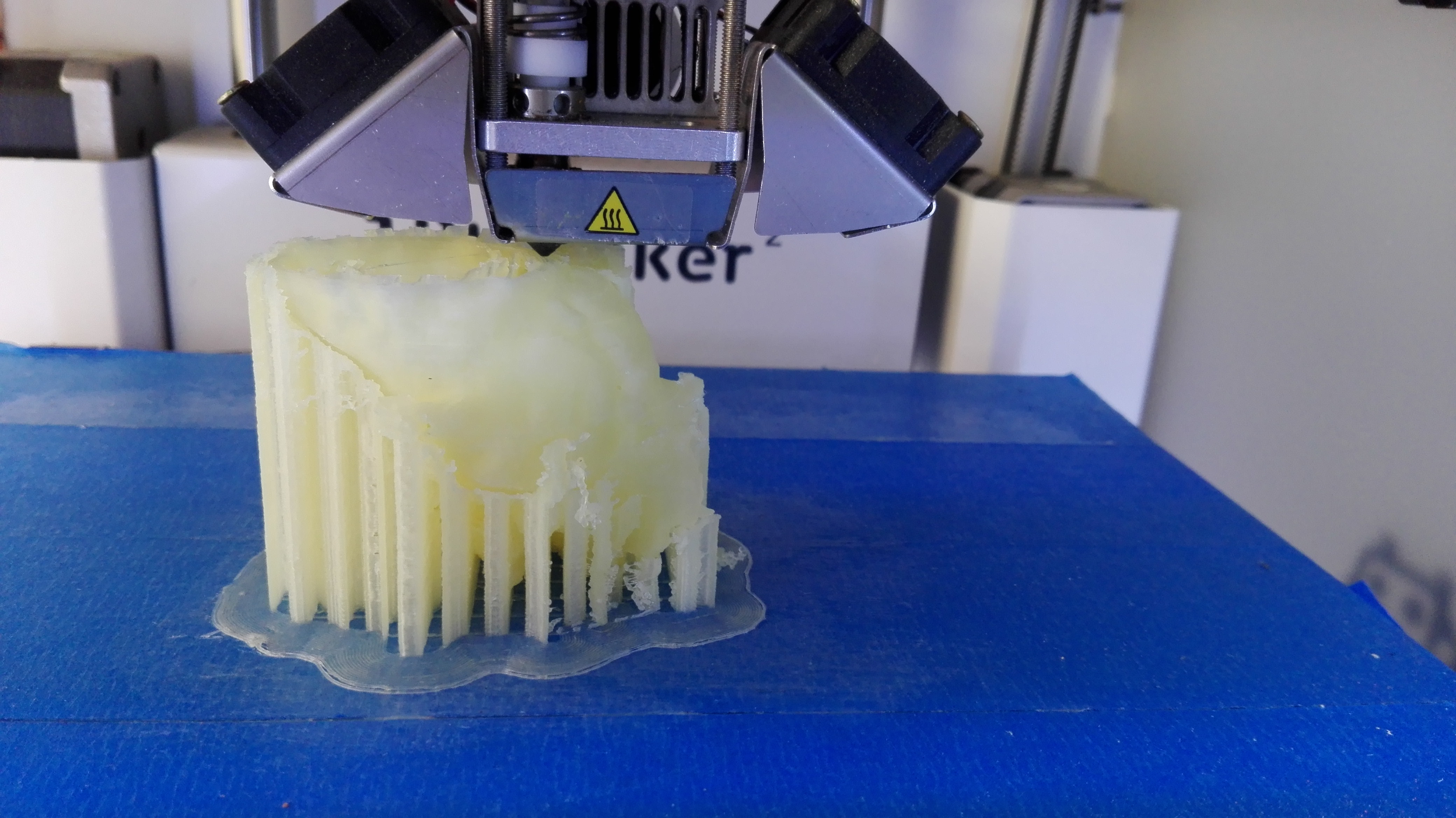
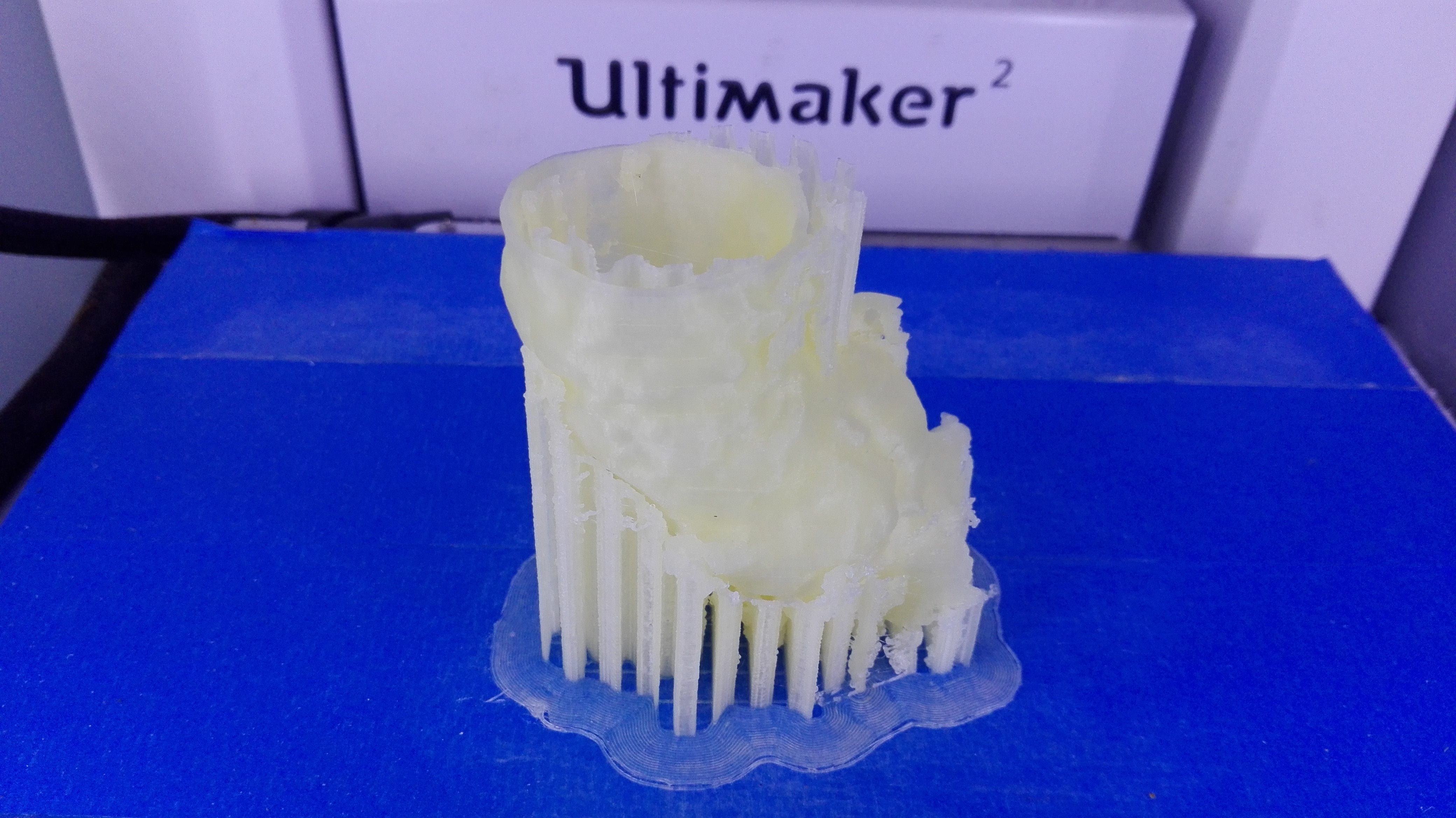
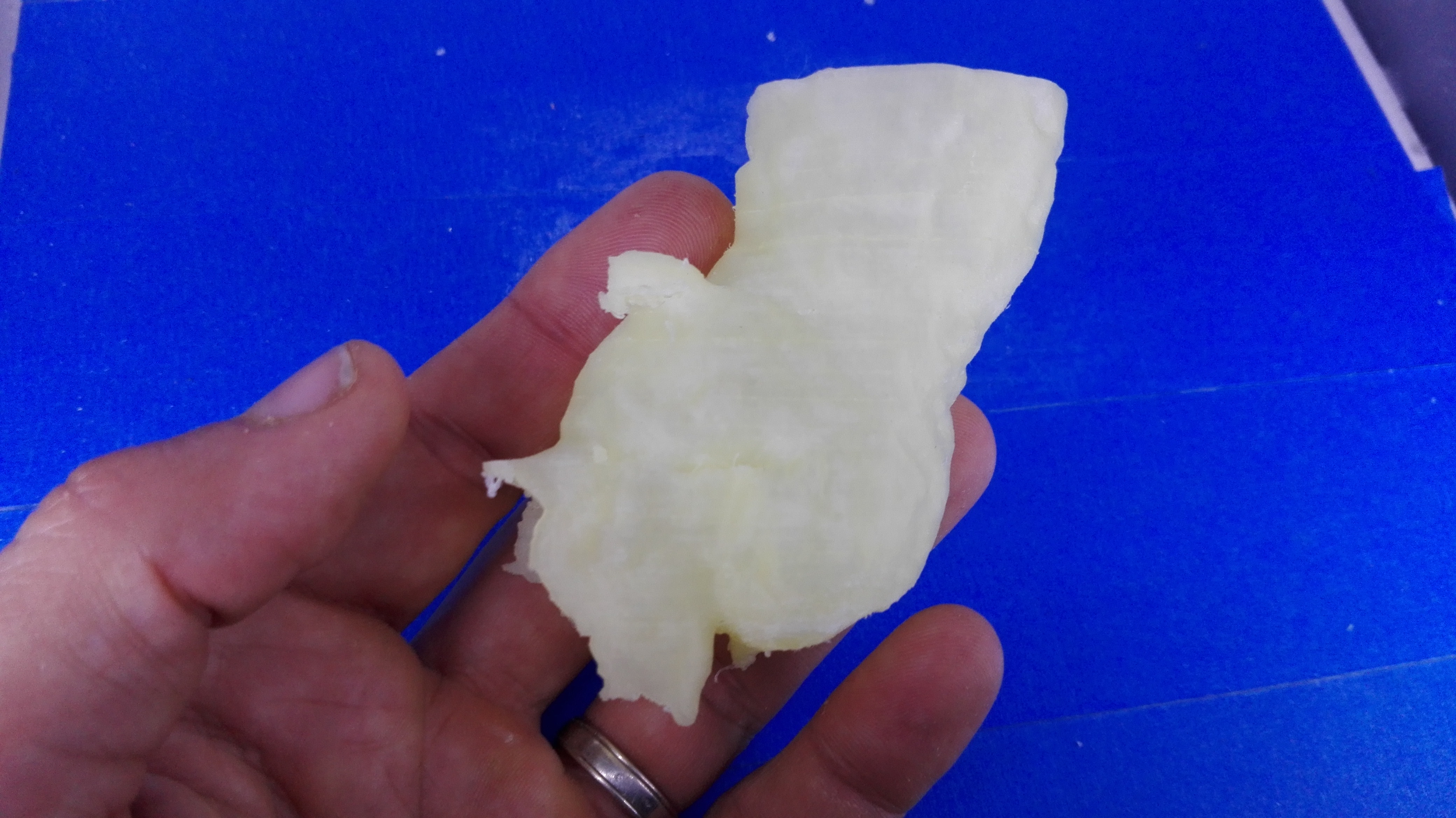
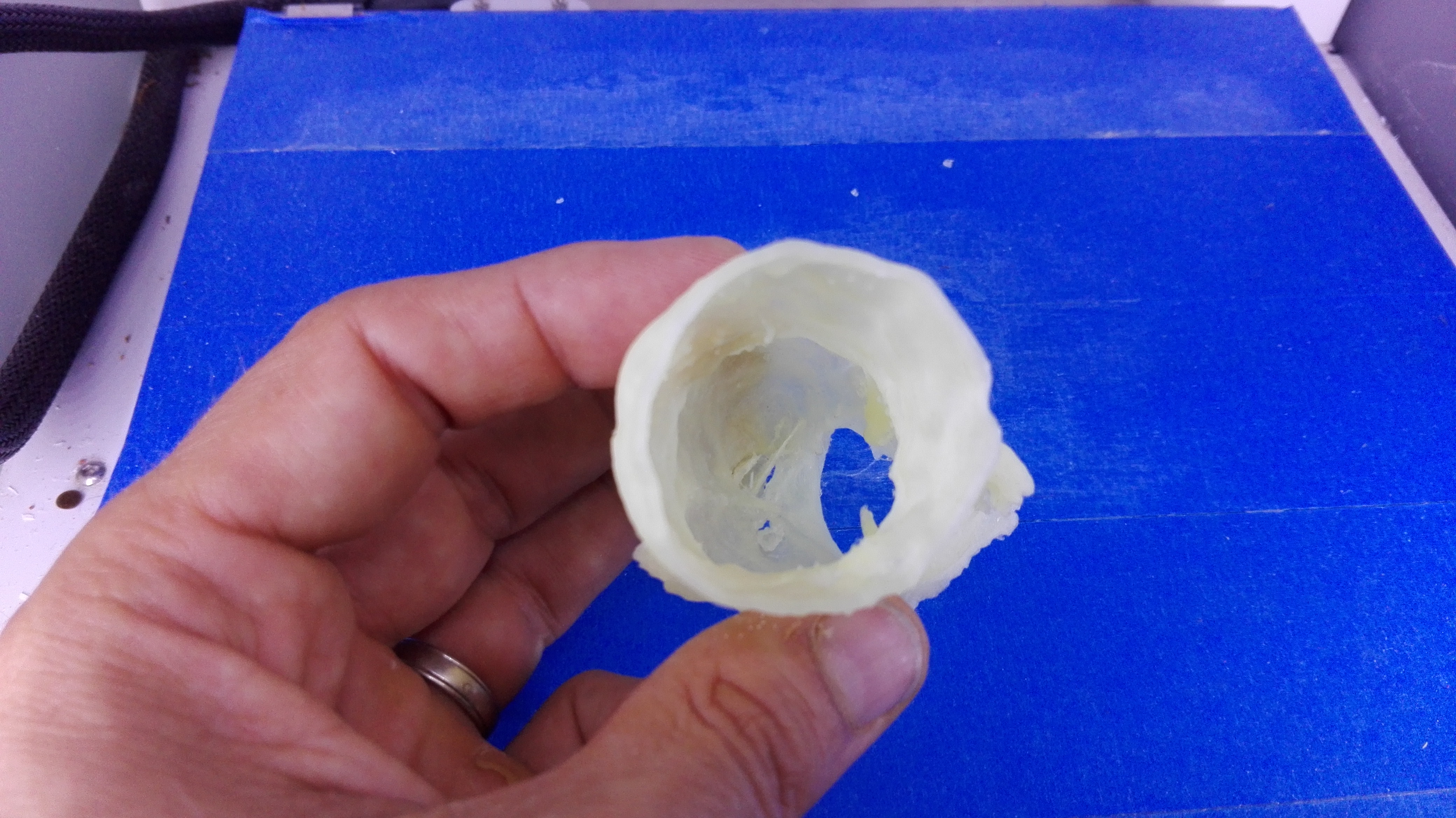
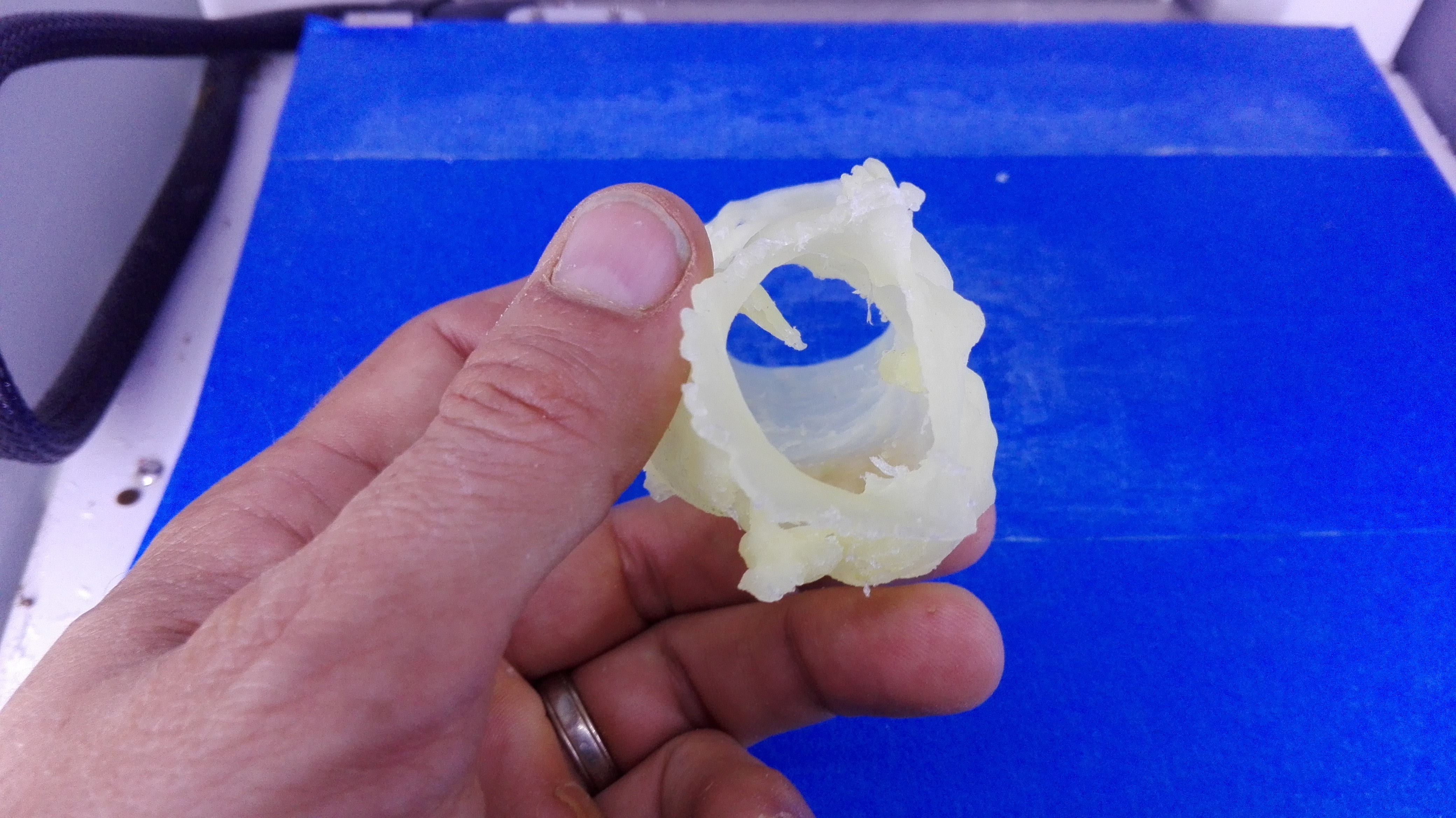
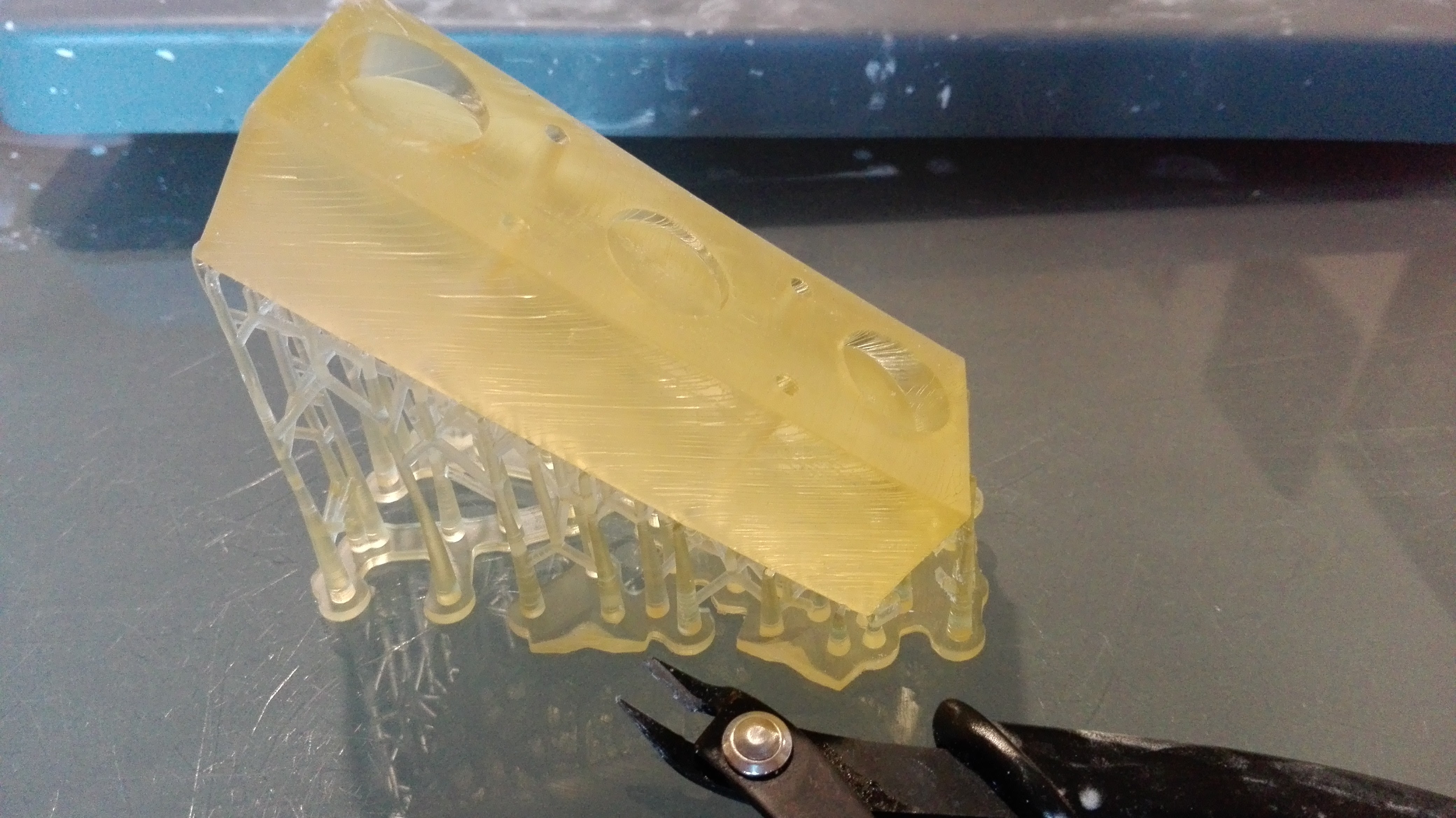
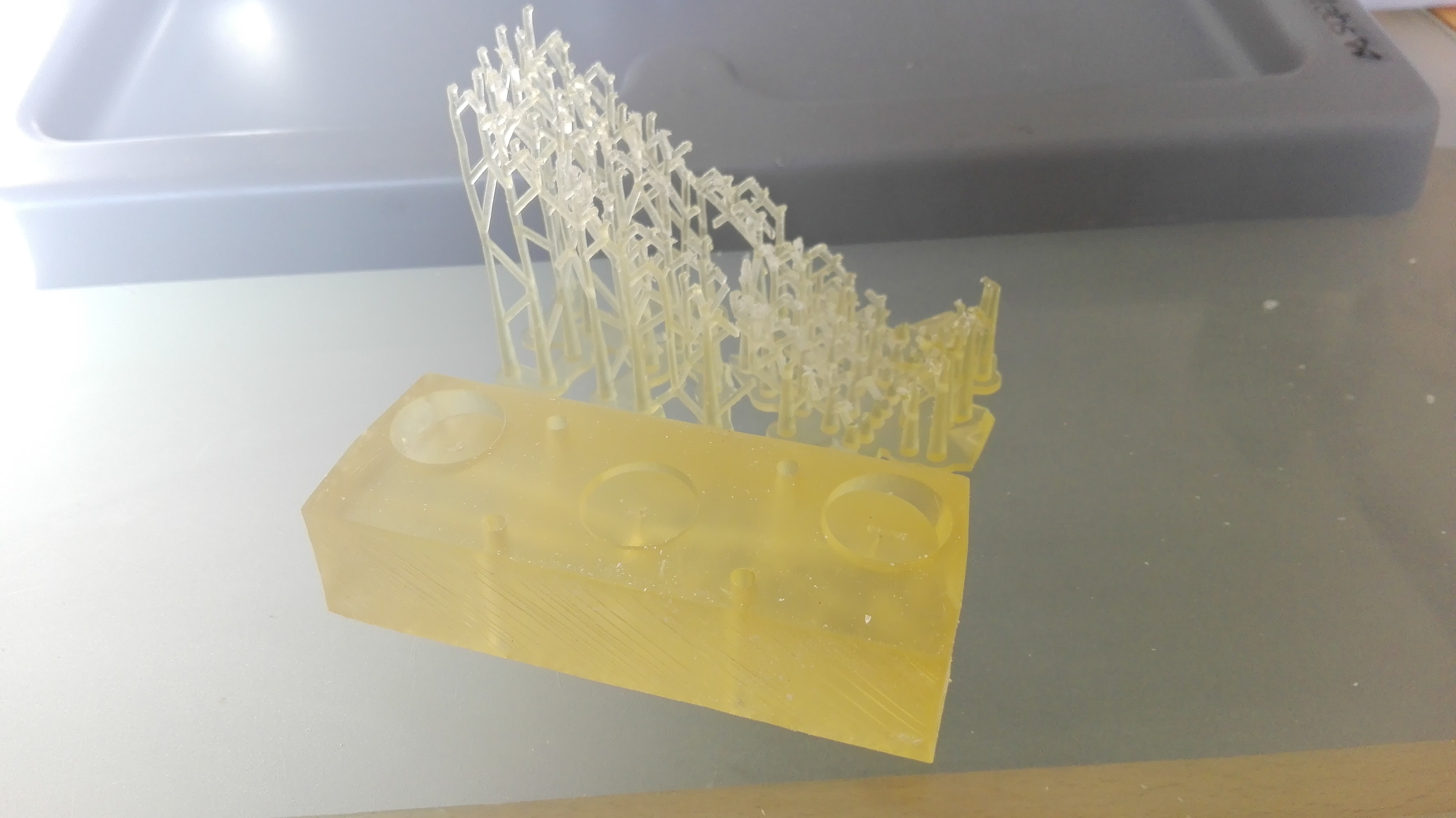
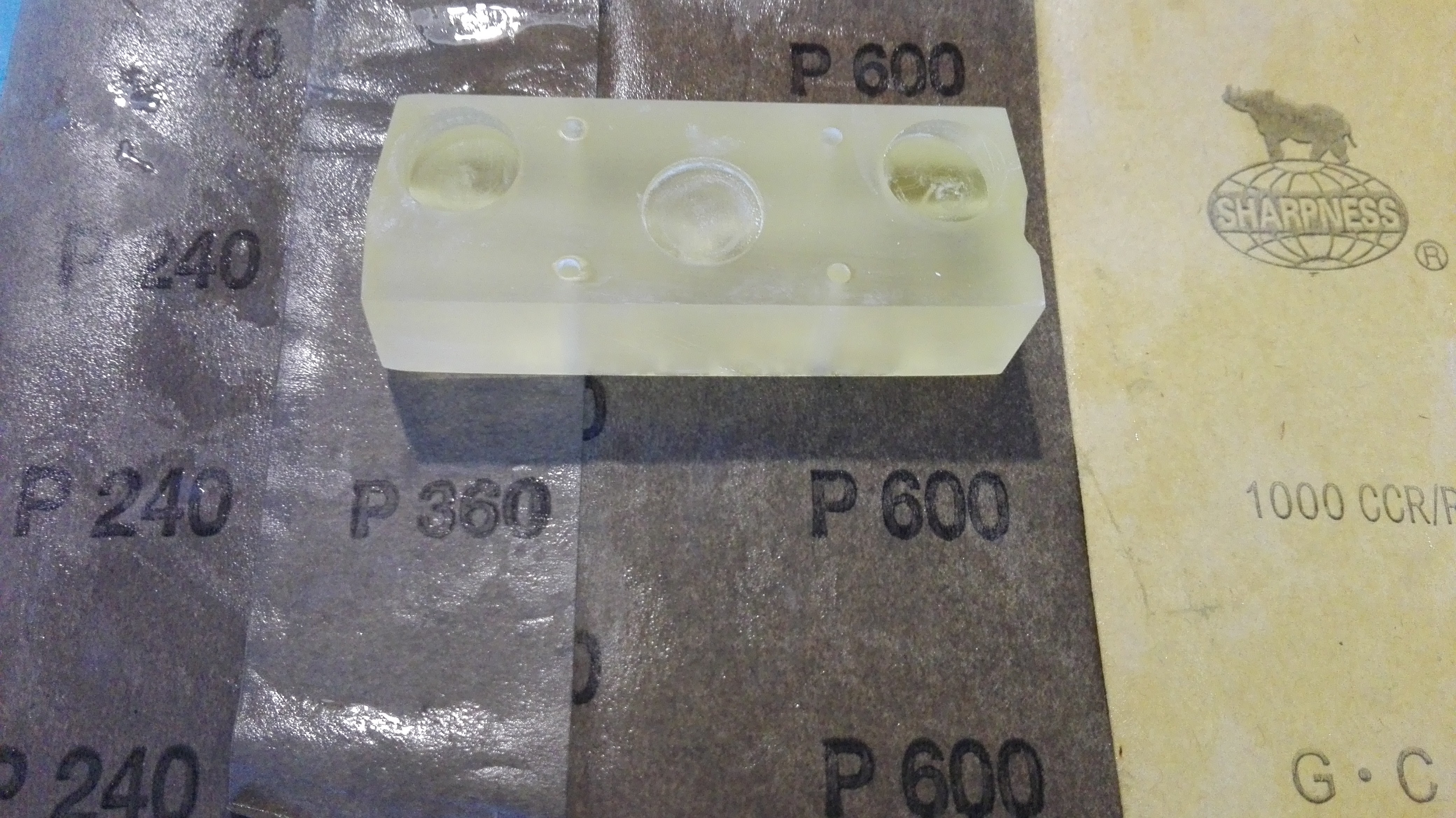
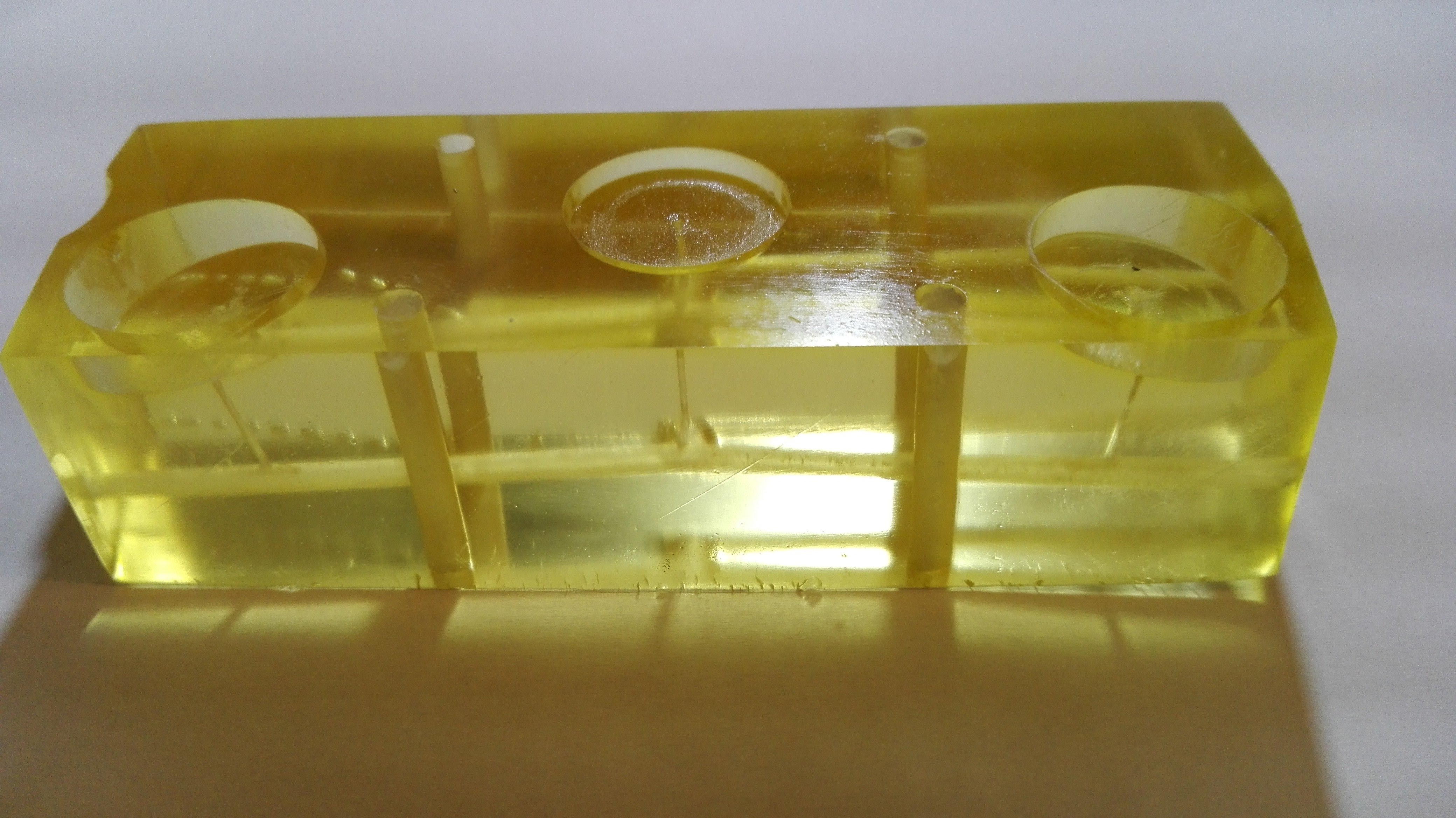
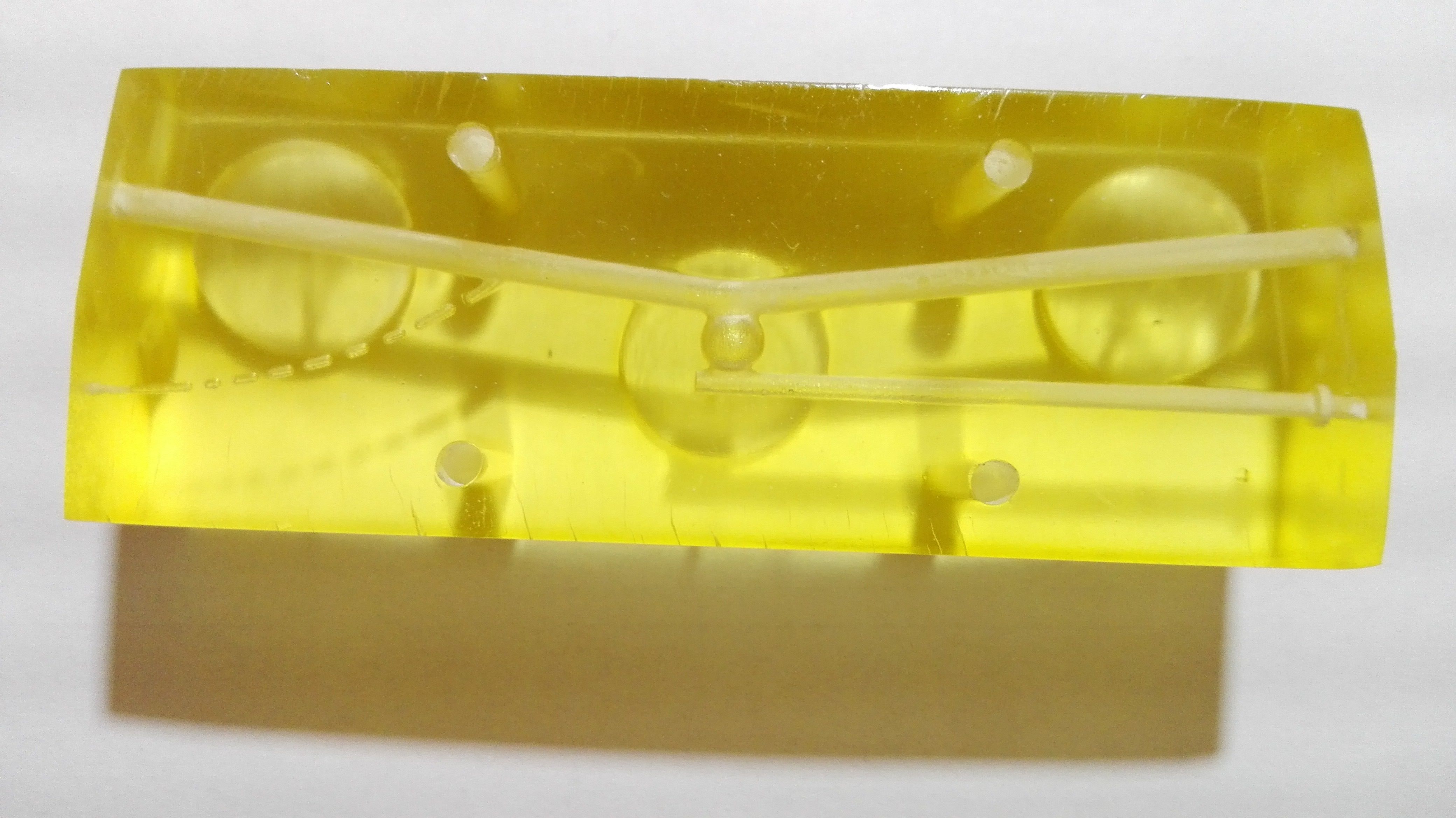
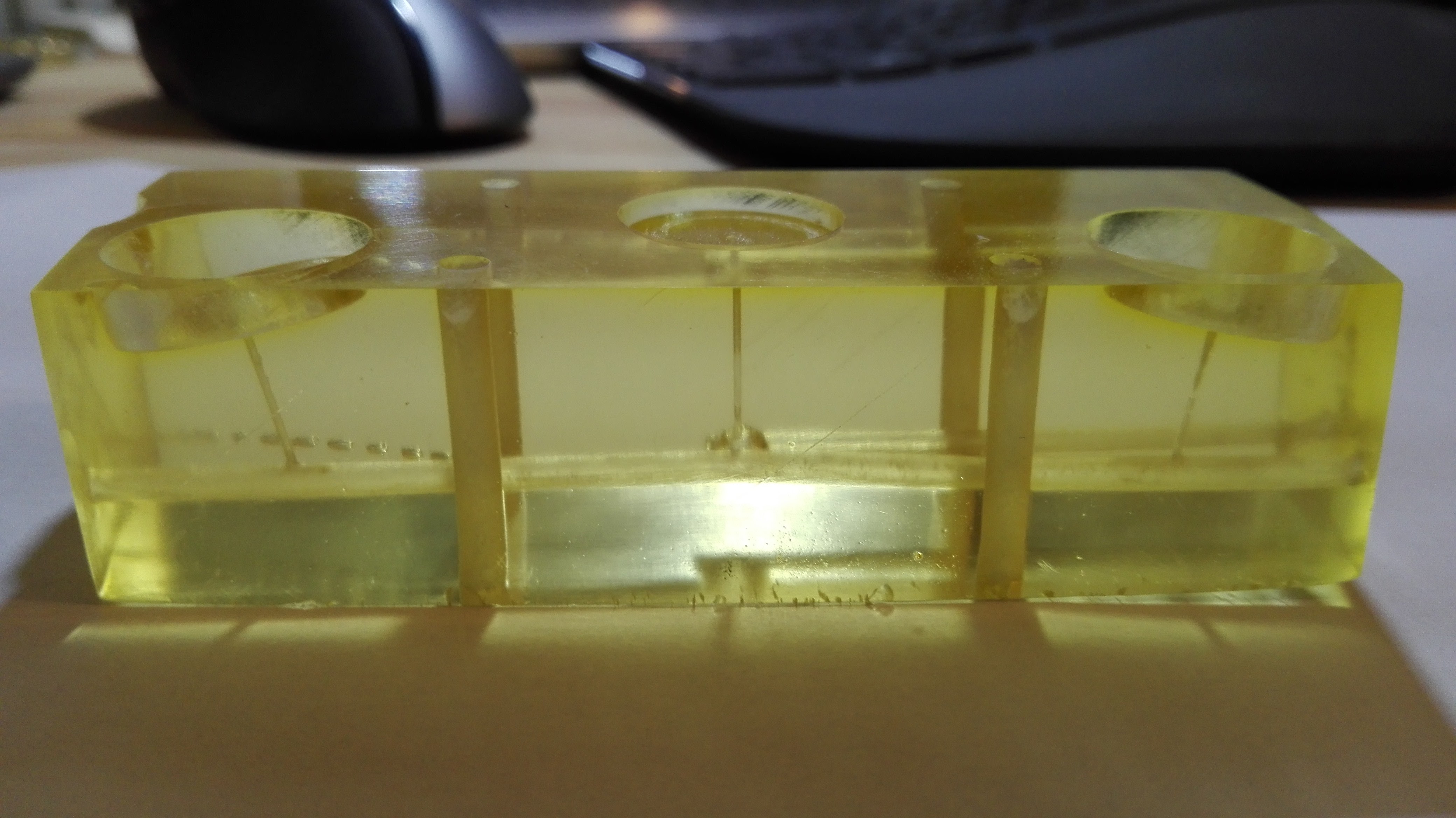
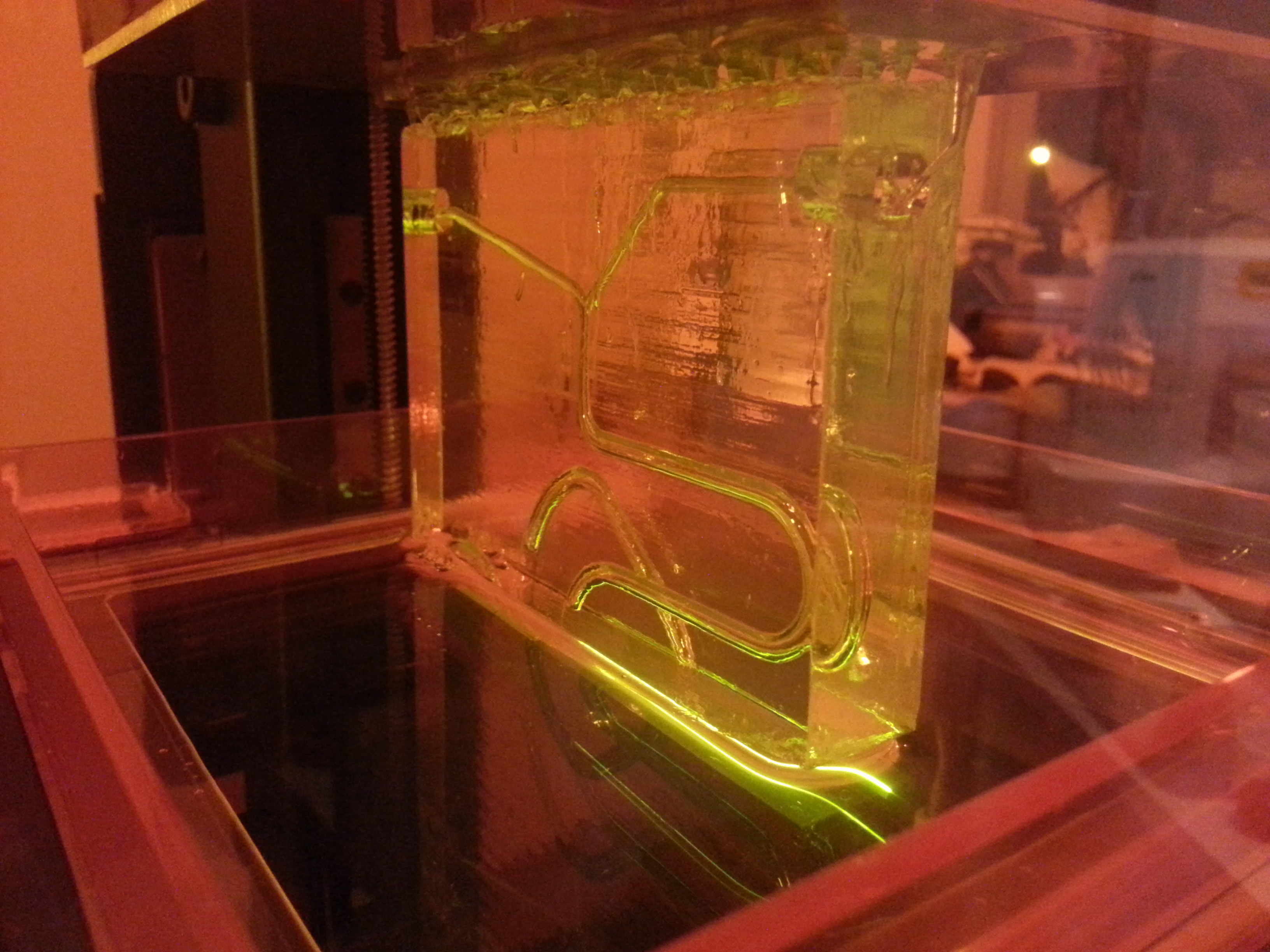
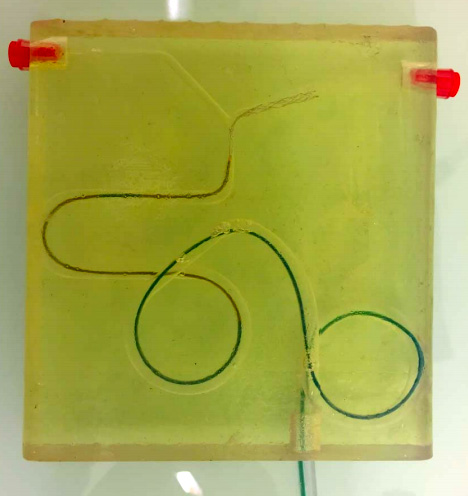
Ci dessous l’aorte a été fabriqué en stéréolithographie avec une résine souple, les propriétés de cette matière sont les suivantes :
- La pièce possède une certaine transparence
- La souplesse est supérieur à du Ninja Flex, la dureté annoncée par FormLab est de 70-75A. En exposant la pièce à 290J/cm² à un rayonnement UV de 365 nm, la dureté passe à 80A avec une meilleur tenue à élongation qui passe de 60% à 85% (fiche technique de la résine souple)
A noter que le ninjaflex possède la meilleur tenue à l’élongation avec un taux de 660% (fiche technique du ninjaflex)