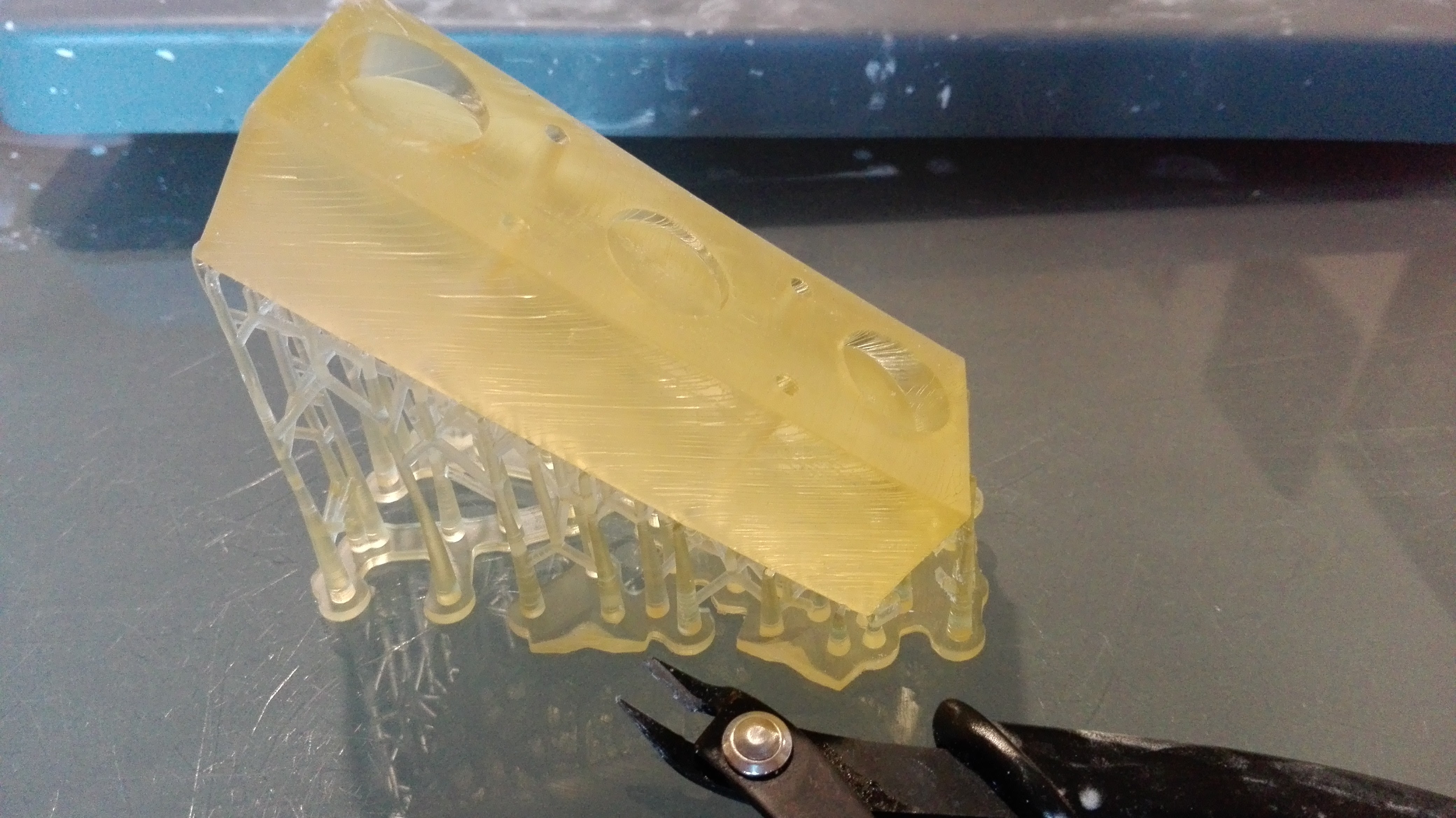
La précédente fabrication de l’aorte en Ninja Flex, présente de bonnes propriétés mais manque de finesse.
Ci dessous l’aorte a été fabriqué en stéréolithographie avec une résine souple, les propriétés de cette matière sont les suivantes :
La pièce possède une certaine transparence
La souplesse est supérieur à du Ninja Flex, la dureté annoncée par FormLab est de 70-75A. En exposant la pièce à 290J/cm² à un rayonnement UV de 365 nm, la dureté passe à 80A avec une meilleur tenue à élongation qui passe de 60% à 85% (fiche technique de la résine souple)
A noter que le ninjaflex possède la meilleur tenue à l’élongation avec un taux de 660% (fiche technique du ninjaflex)
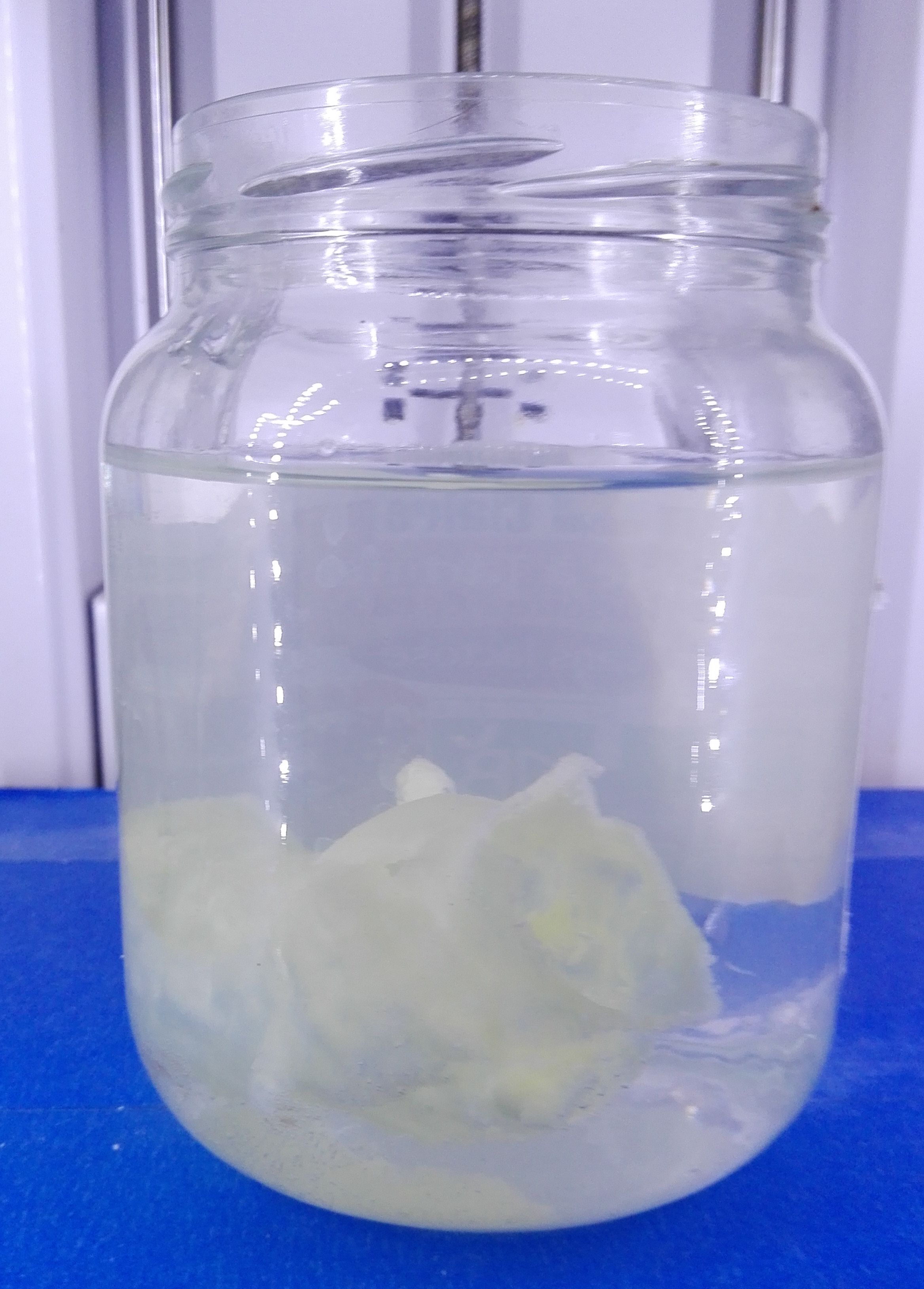
La pièce doit rester trempée dans l’eau pour conserver sa souplesse
La pièce est fragile et se délamine facilement
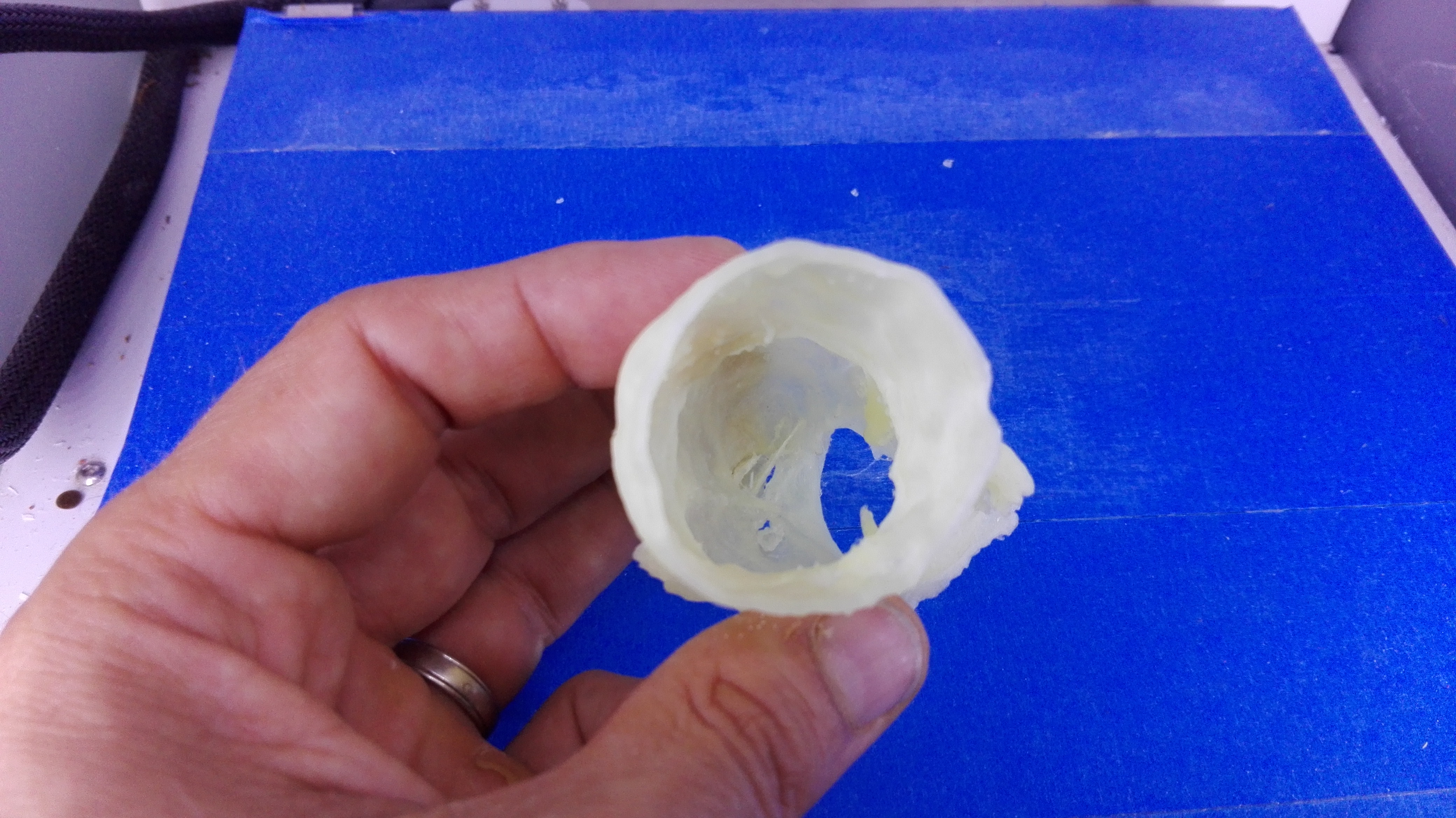
Ci dessous l’aorte a été fabriqué avec un fil Ninja Flex
Cette matière est intéressante a plusieurs niveaux :
Le résultat est très résistant
La pièce est souple, la dureté SHORE annoncé par le fabriquant d’environ 85A
Fabrication d’une aorte souple en 3D
Dans mon article précédent, je parlais de la possibilité de fabriquer des pièces souples en impression 3D.
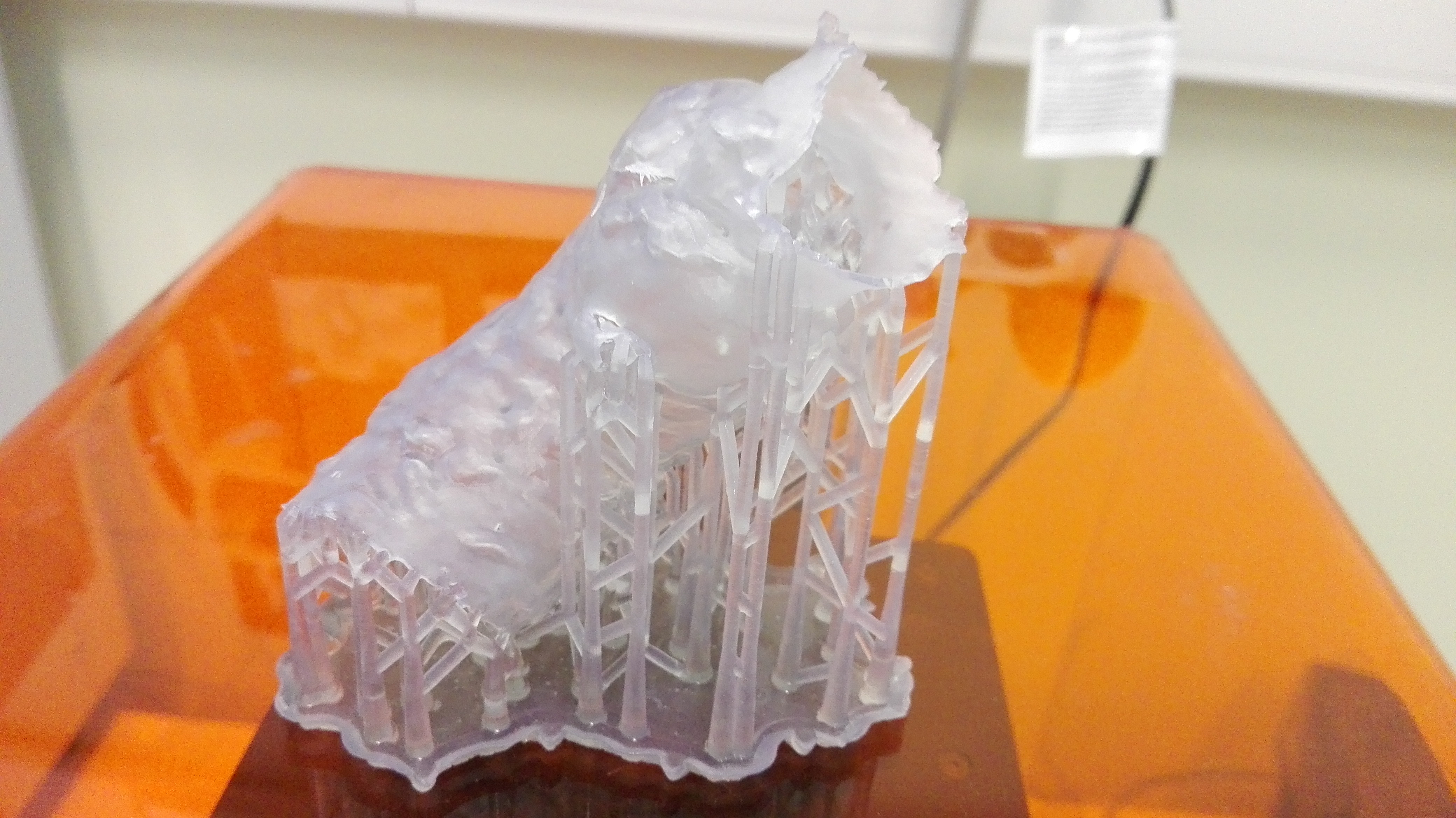
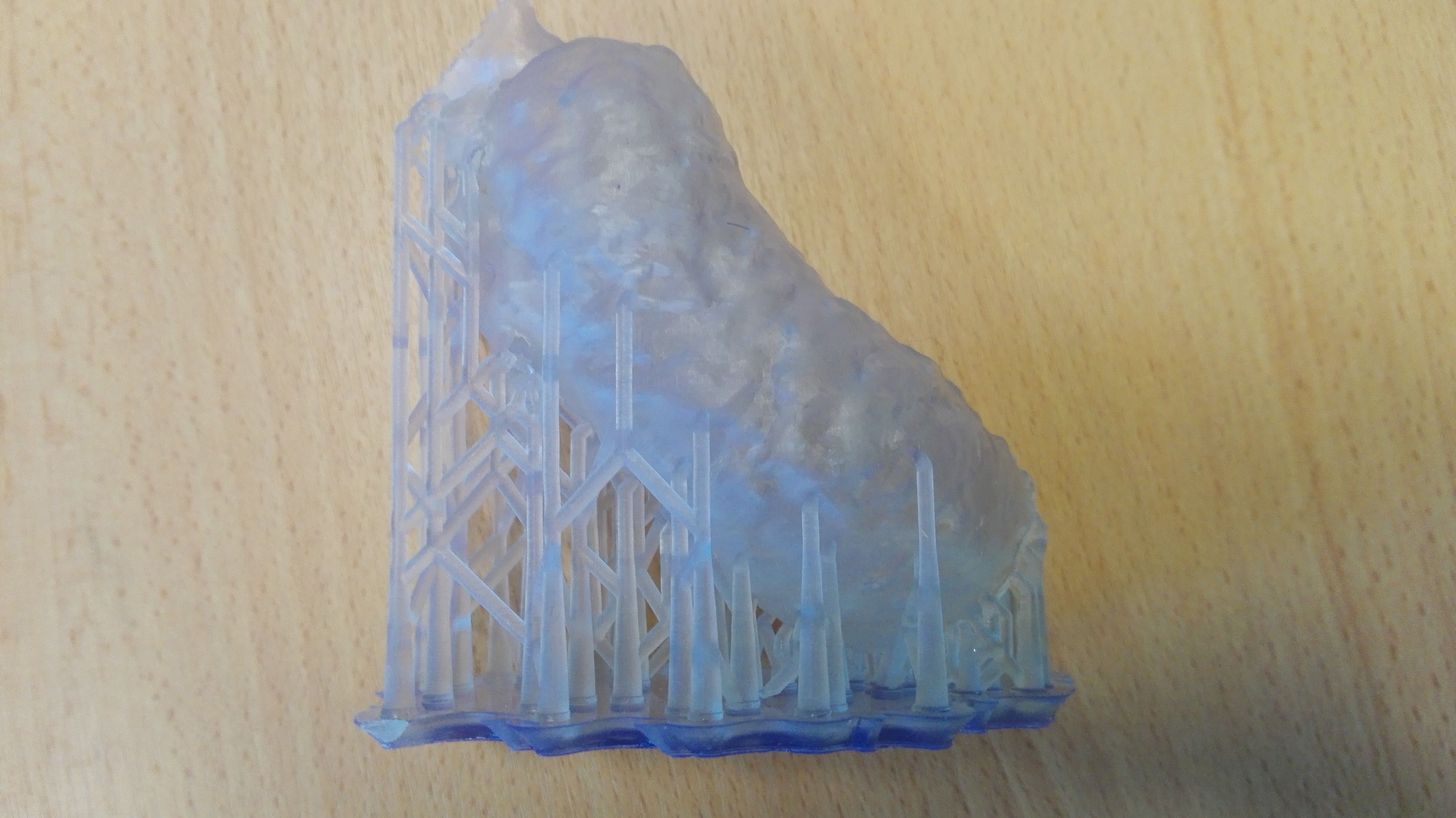
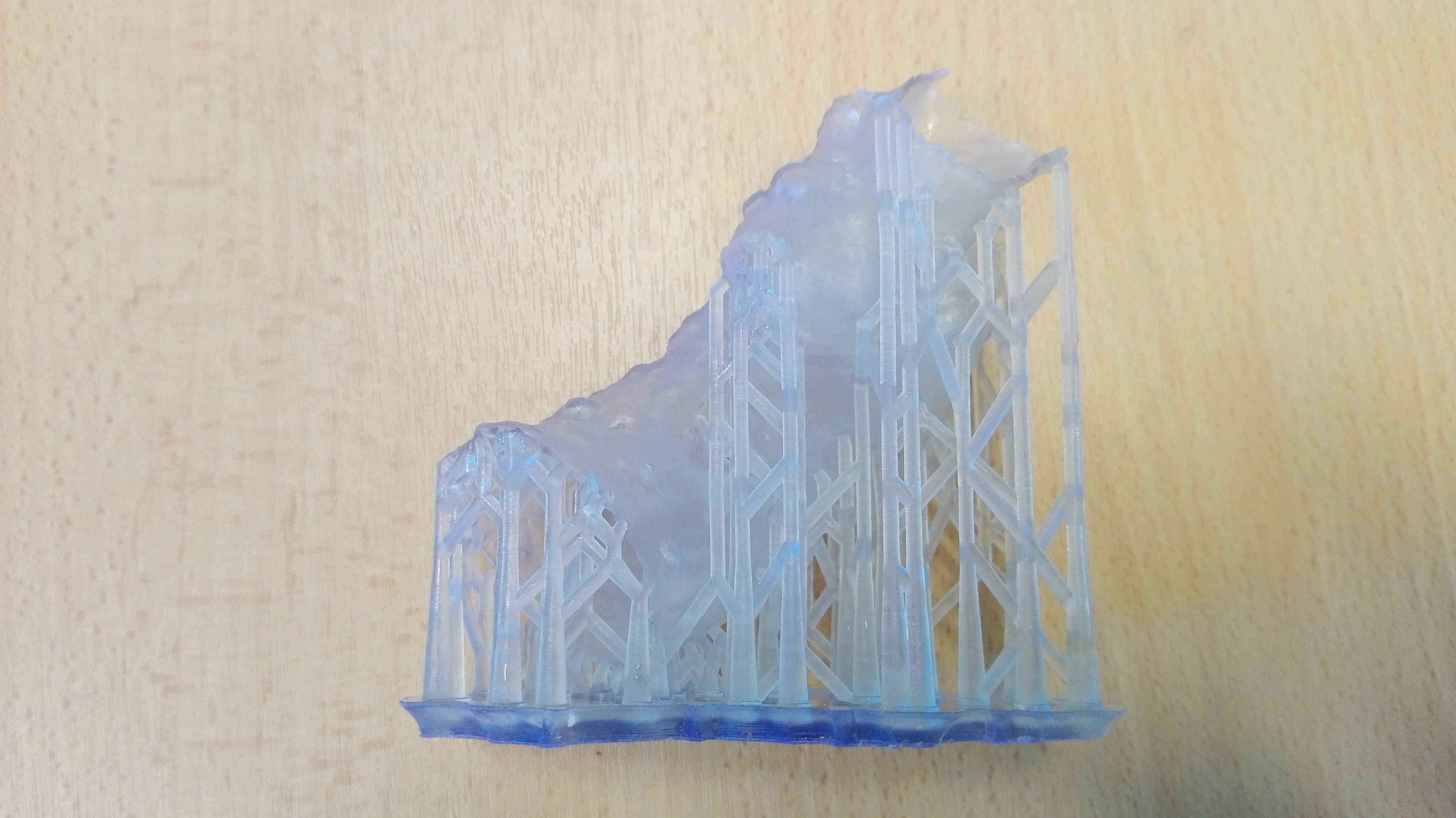
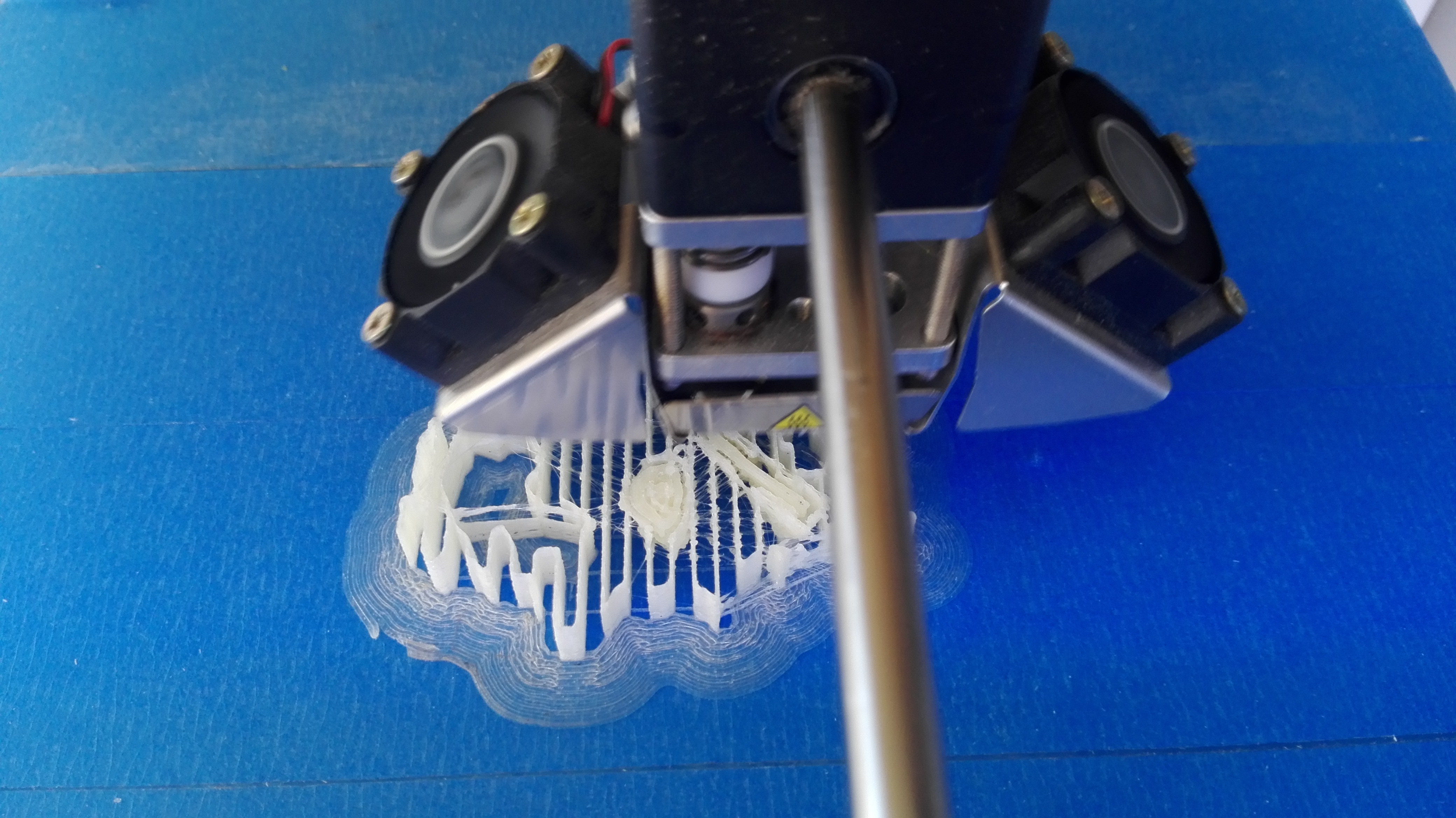
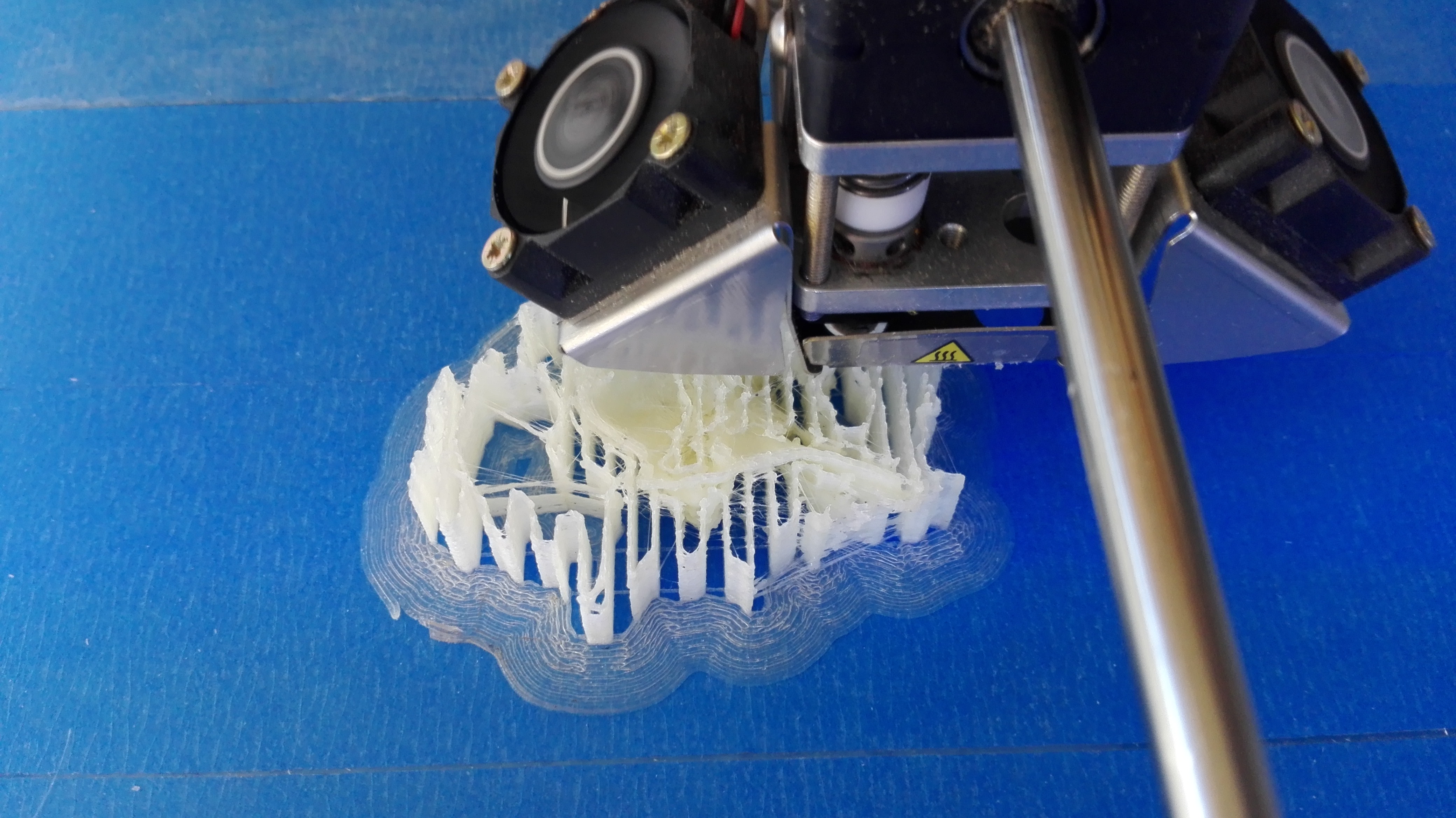
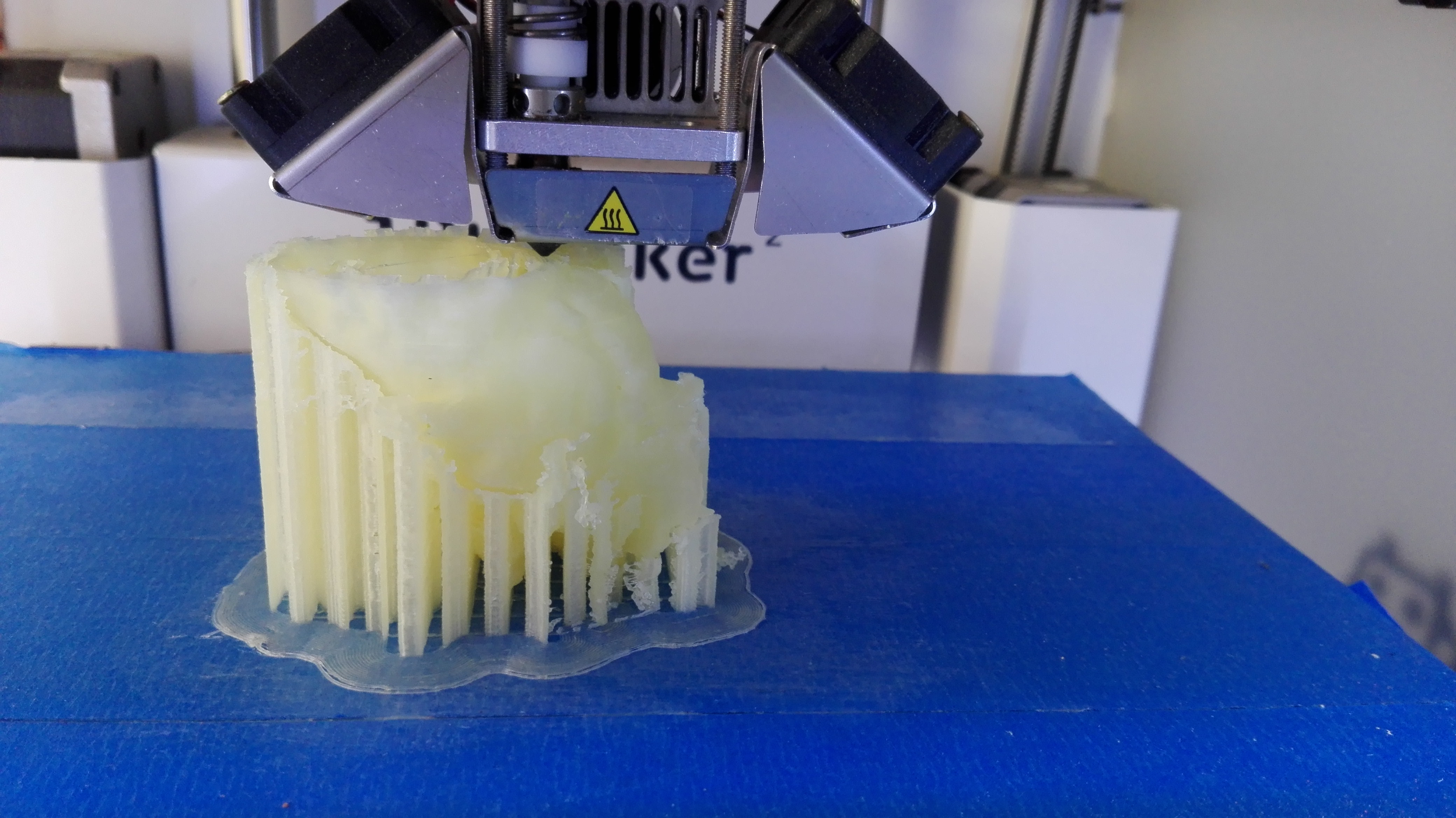
Dans le cadre d’un projet de recherche en biomécanique, nous avons donc utilisé un fil porolay pour fabriquer une aorte issue d’un scan IRM.
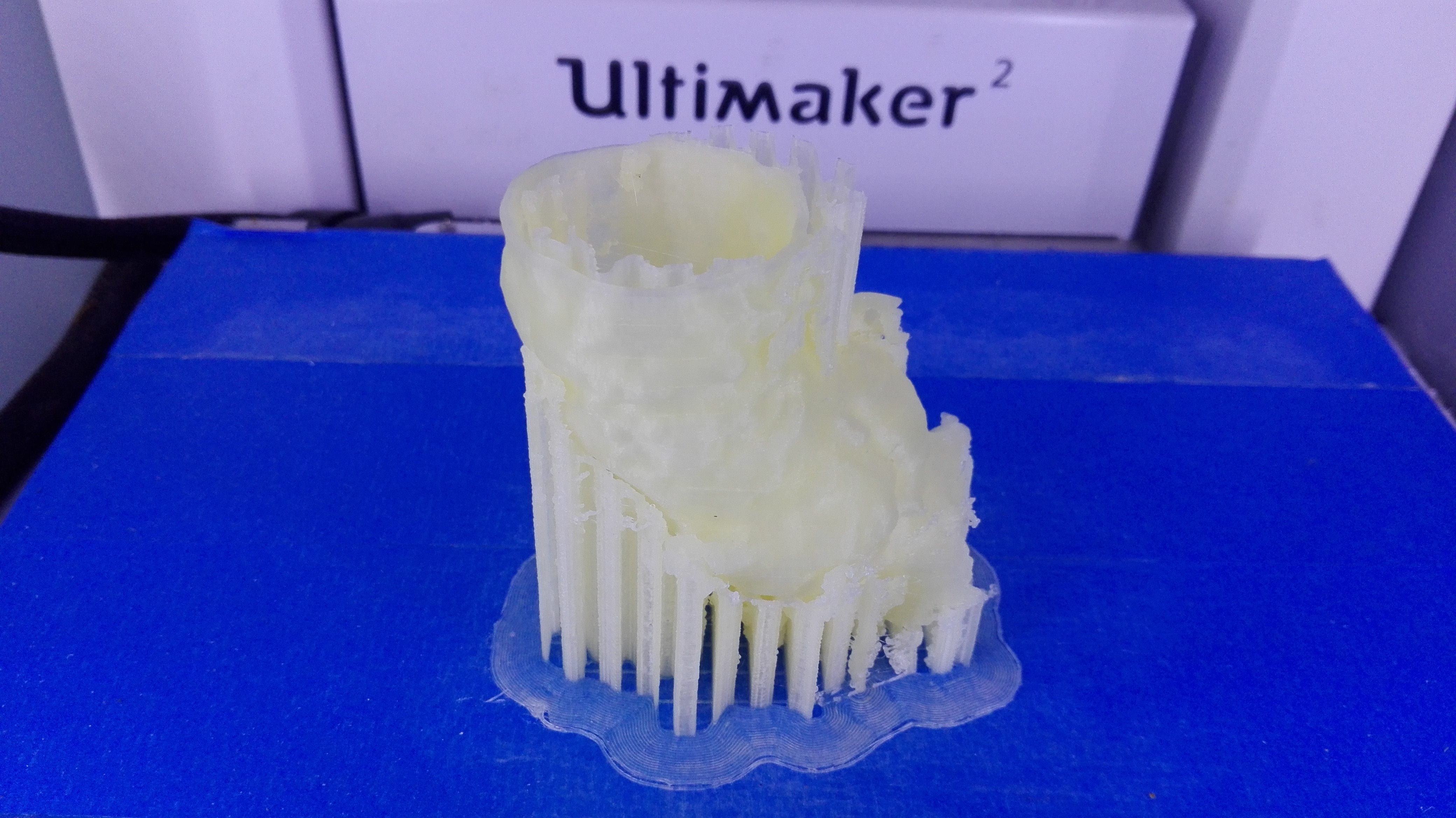
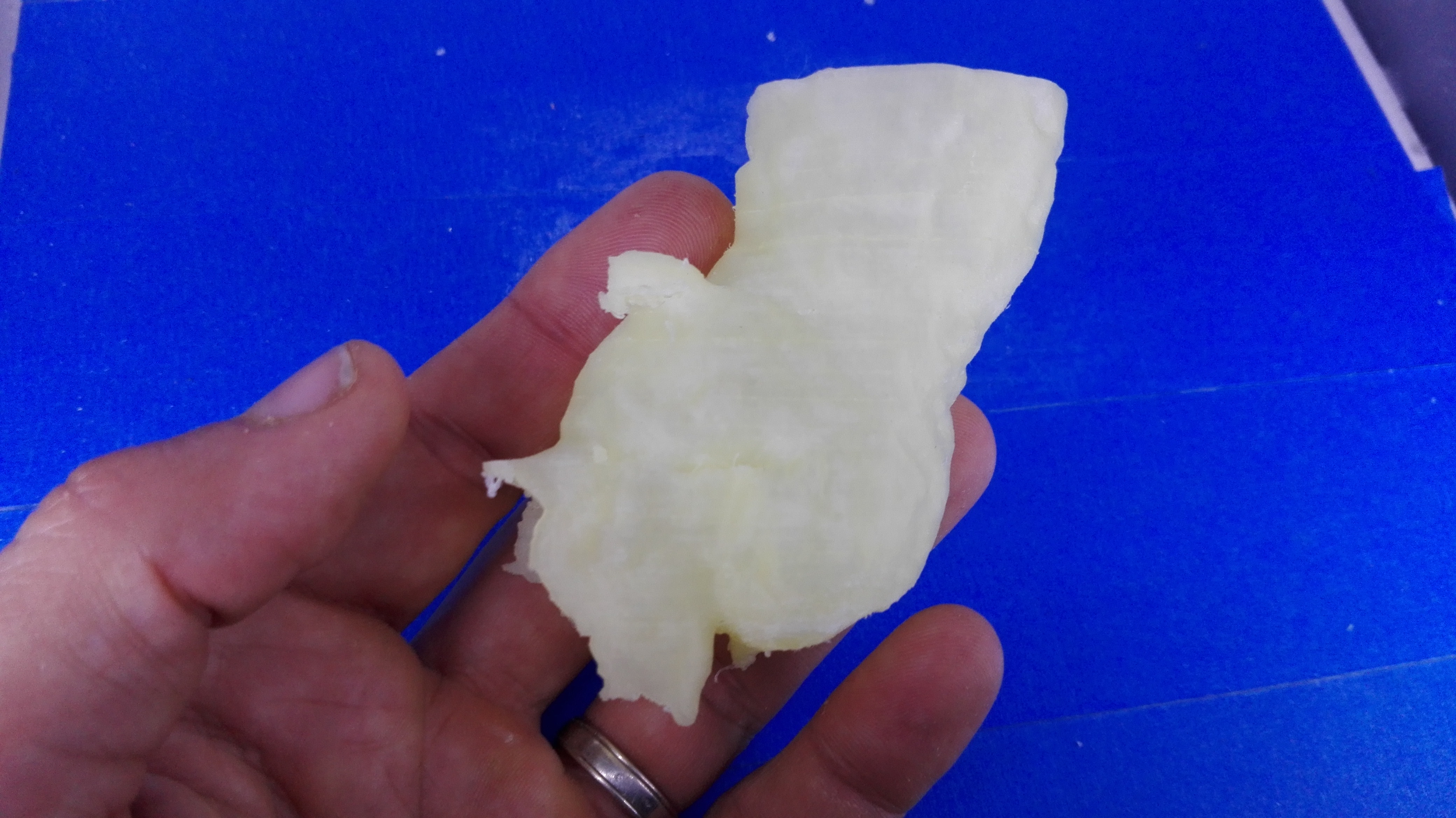
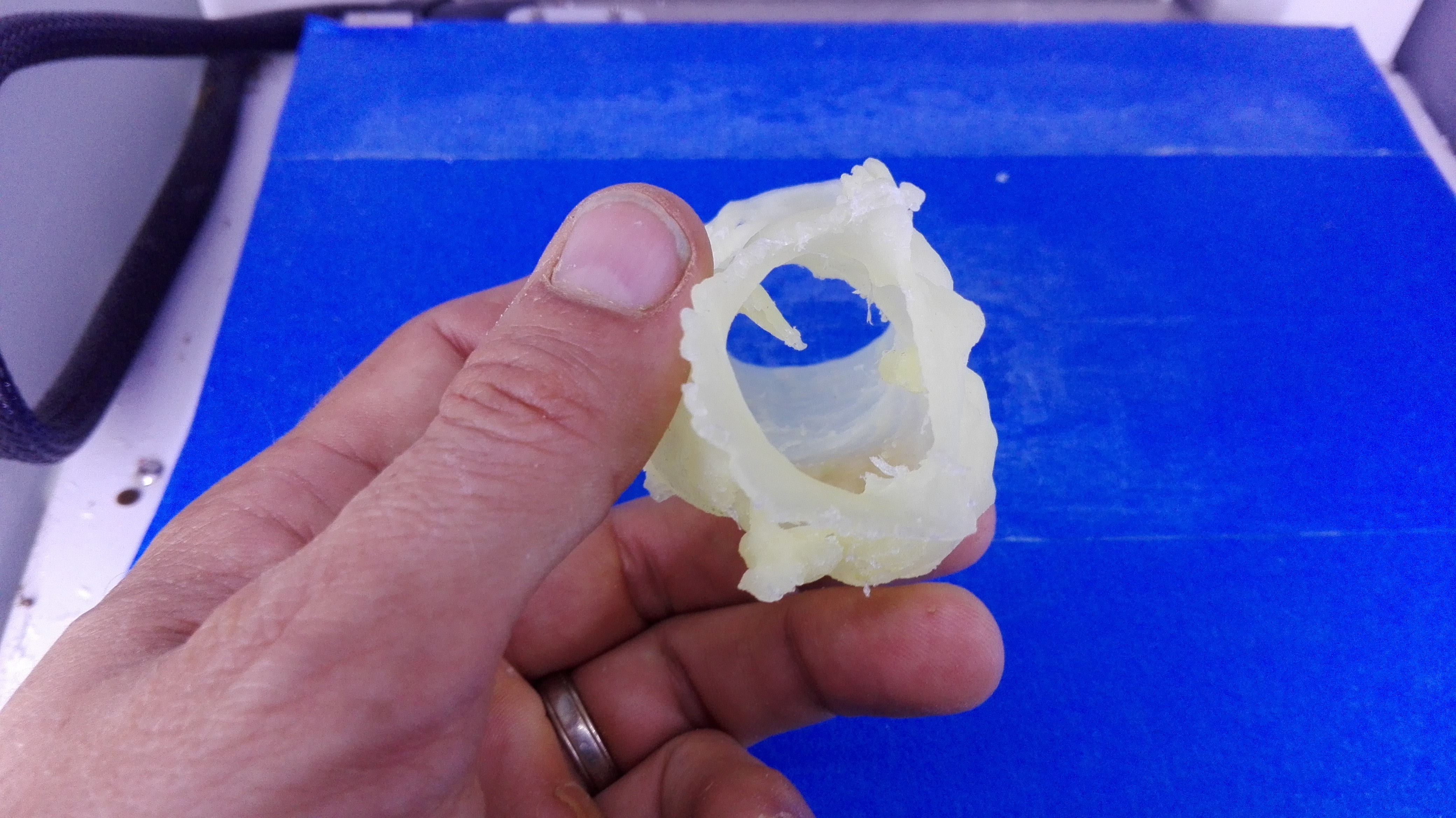
Ci dessous quelques photos du process de fabrication. Une fois la pièce débarrassée de ses supports, la pièce va tremper dans de l’eau pendant 4 jours.
Informations fabrication :
Fil étuvé 4h à 80°C
Température de buse 235°C
Température de plateau 80°C
Ci dessus l’aorte équipée de sa valve (structure uniquement)
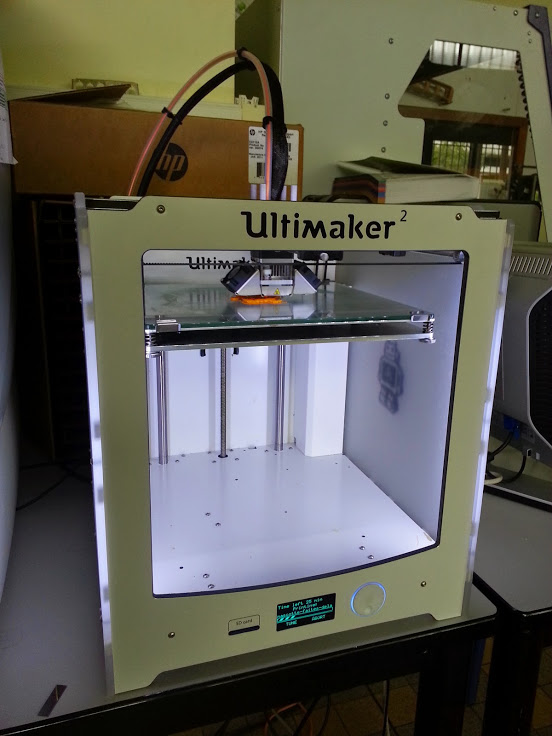
Veille matériaux impression 3D plastique
Voici une petite veille matériaux pour l’ultimaker 2 que nous avons en département méca.
nous pouvons maintenant trouver de nombreuses matières, avec des propriétés très intéressantes du point de vue recherche ou projets innovants.
voici une sélection des matériaux et caractéristiques que nous pouvons imprimer :
A noter qu’il sera nécessaire de faire un upgrade sur l’Ultimaker 2 pour passer à la version 2+, pour une meilleur fiabilité et qualité d’impression
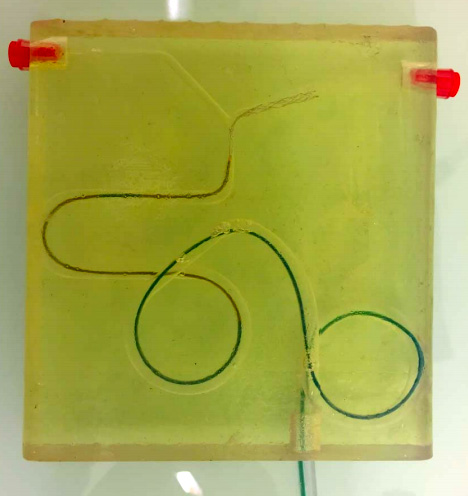
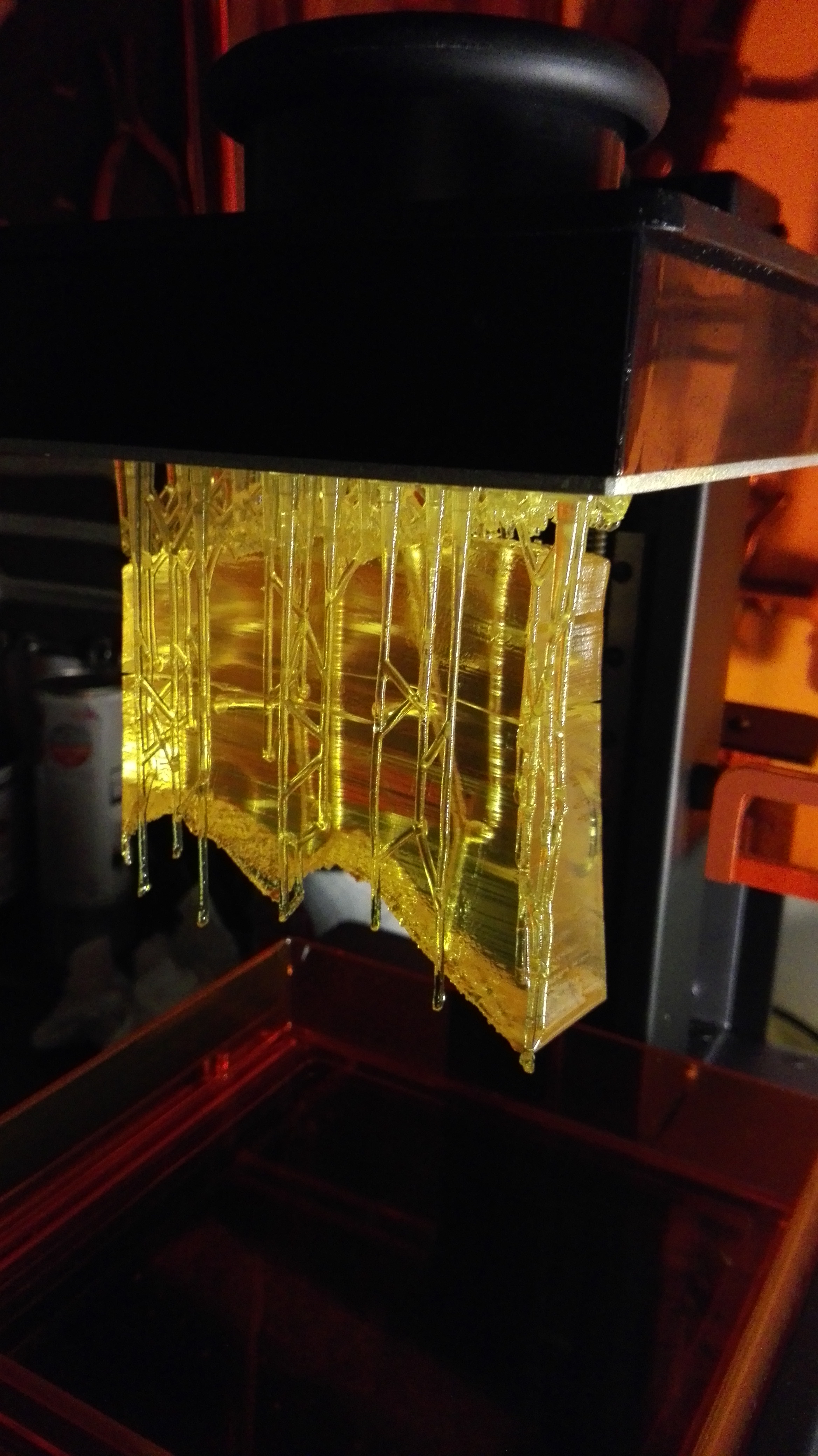
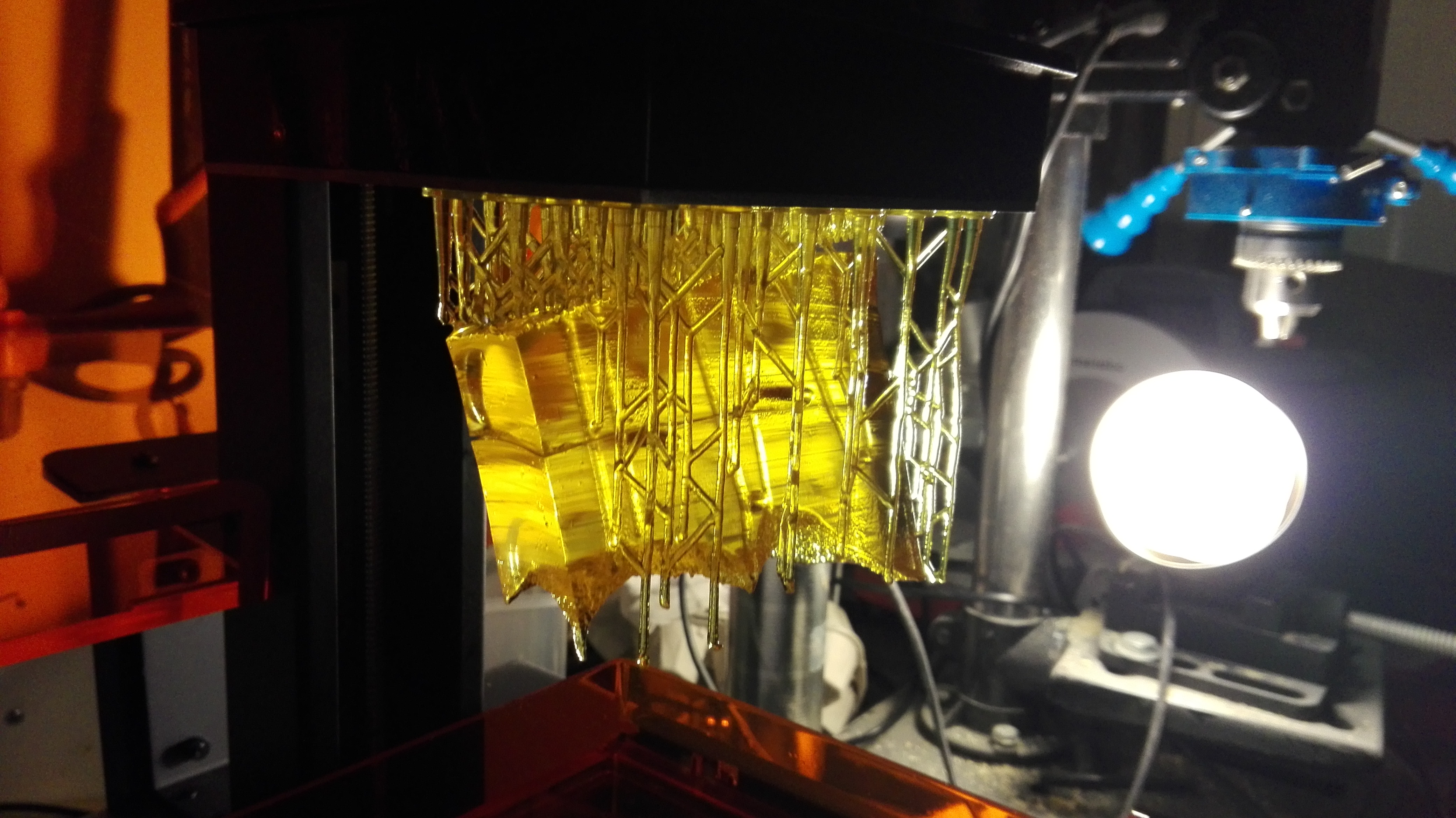
Impression d’un réseau en stérélithographie
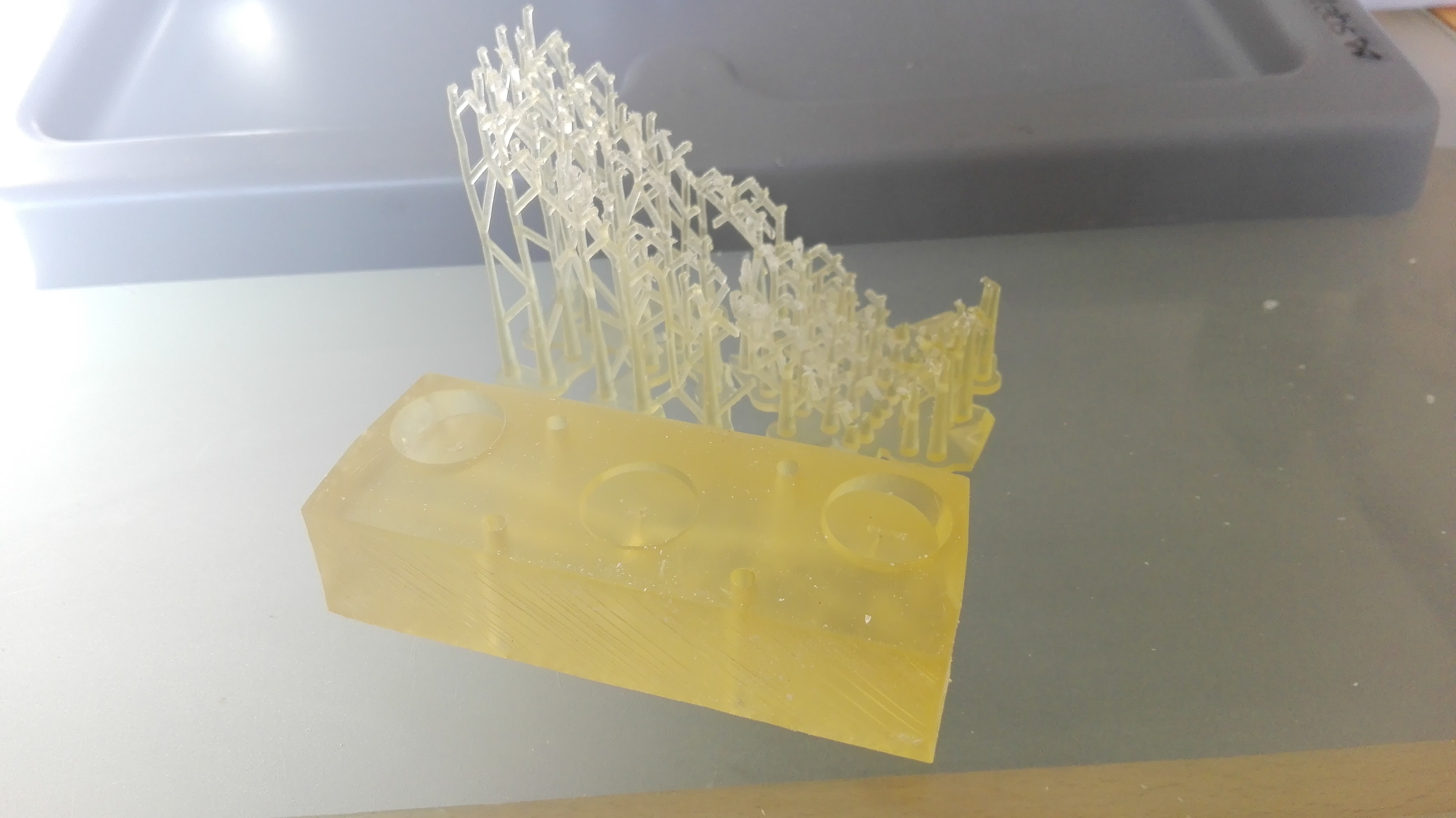
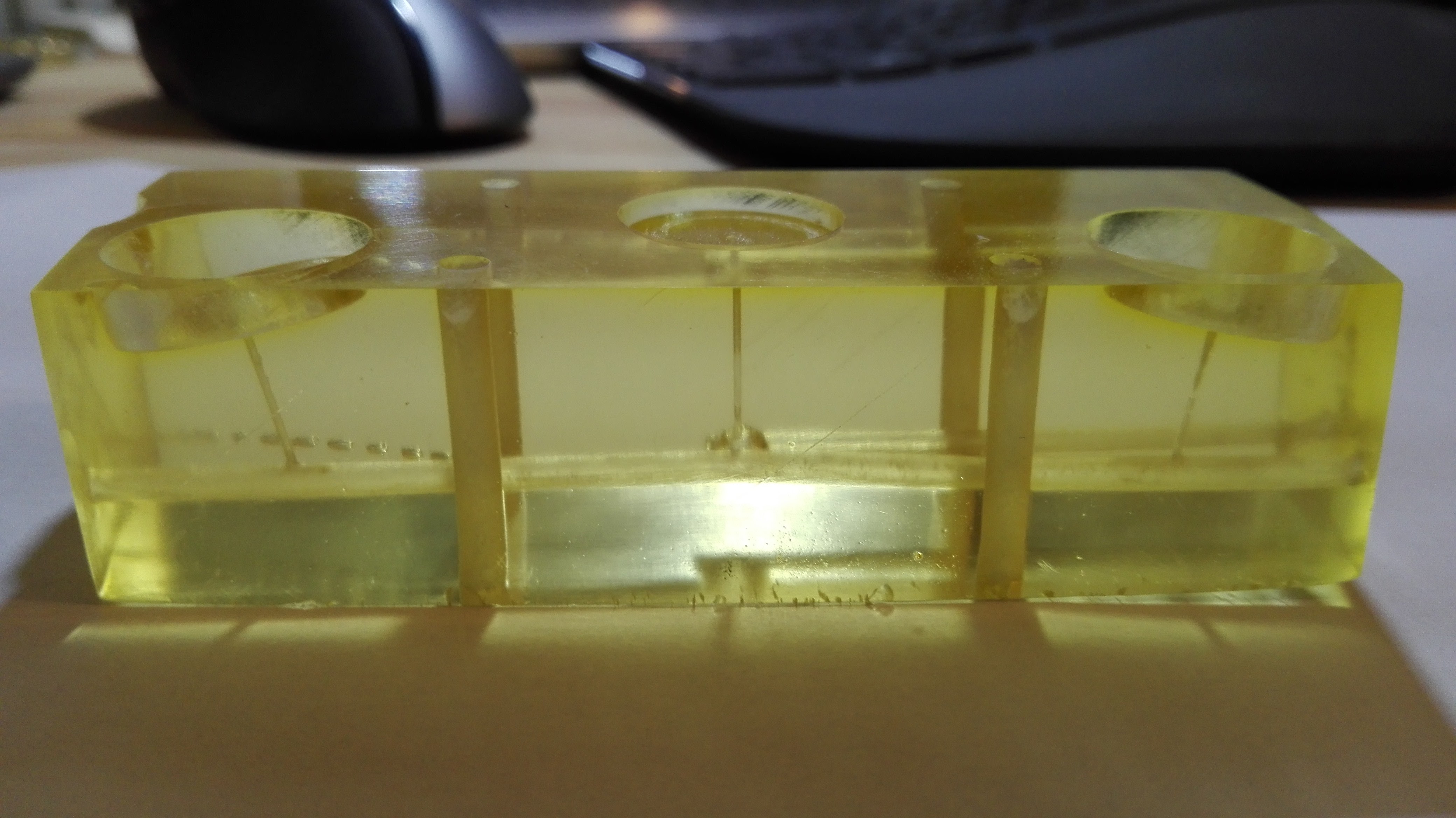
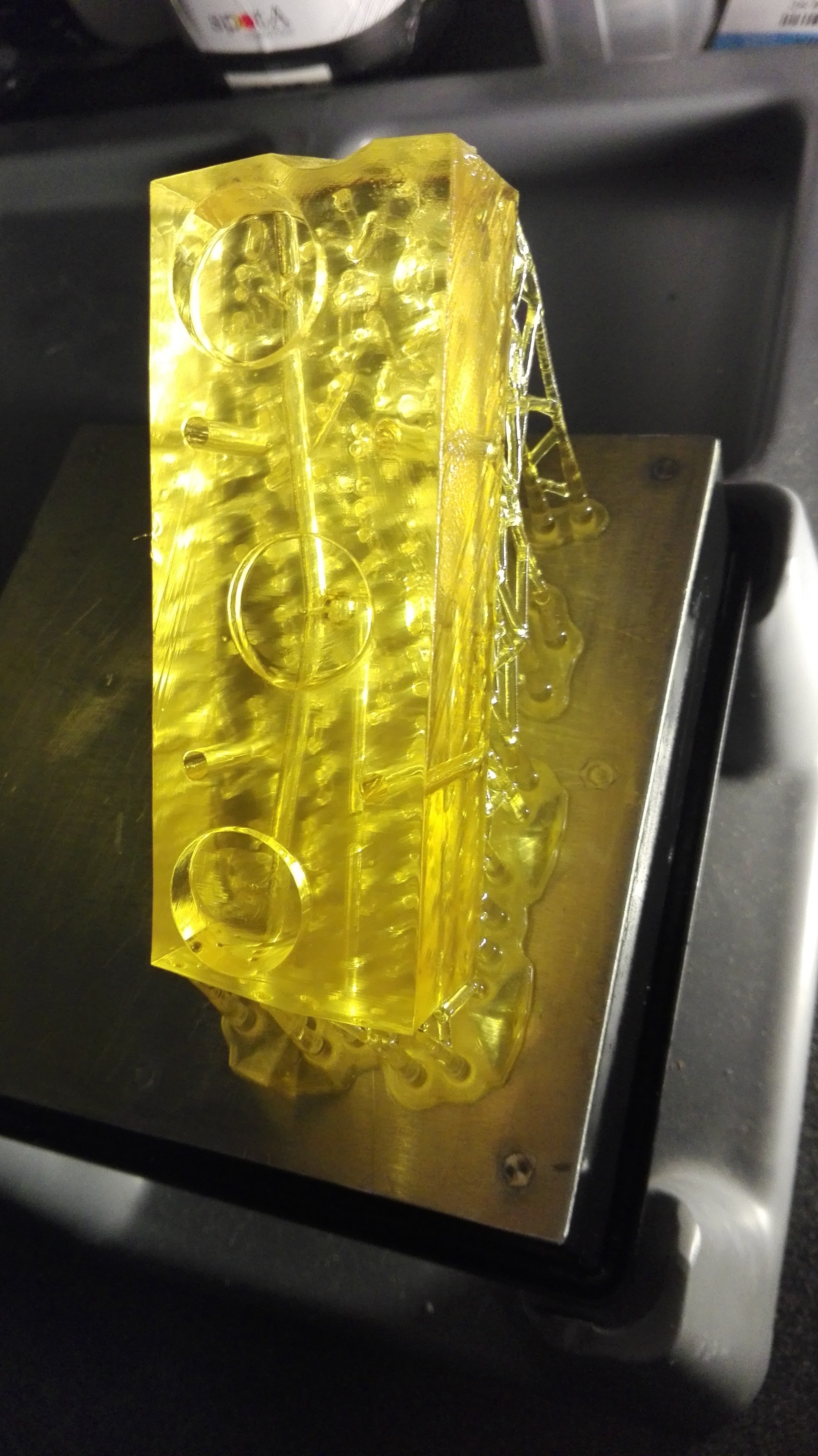
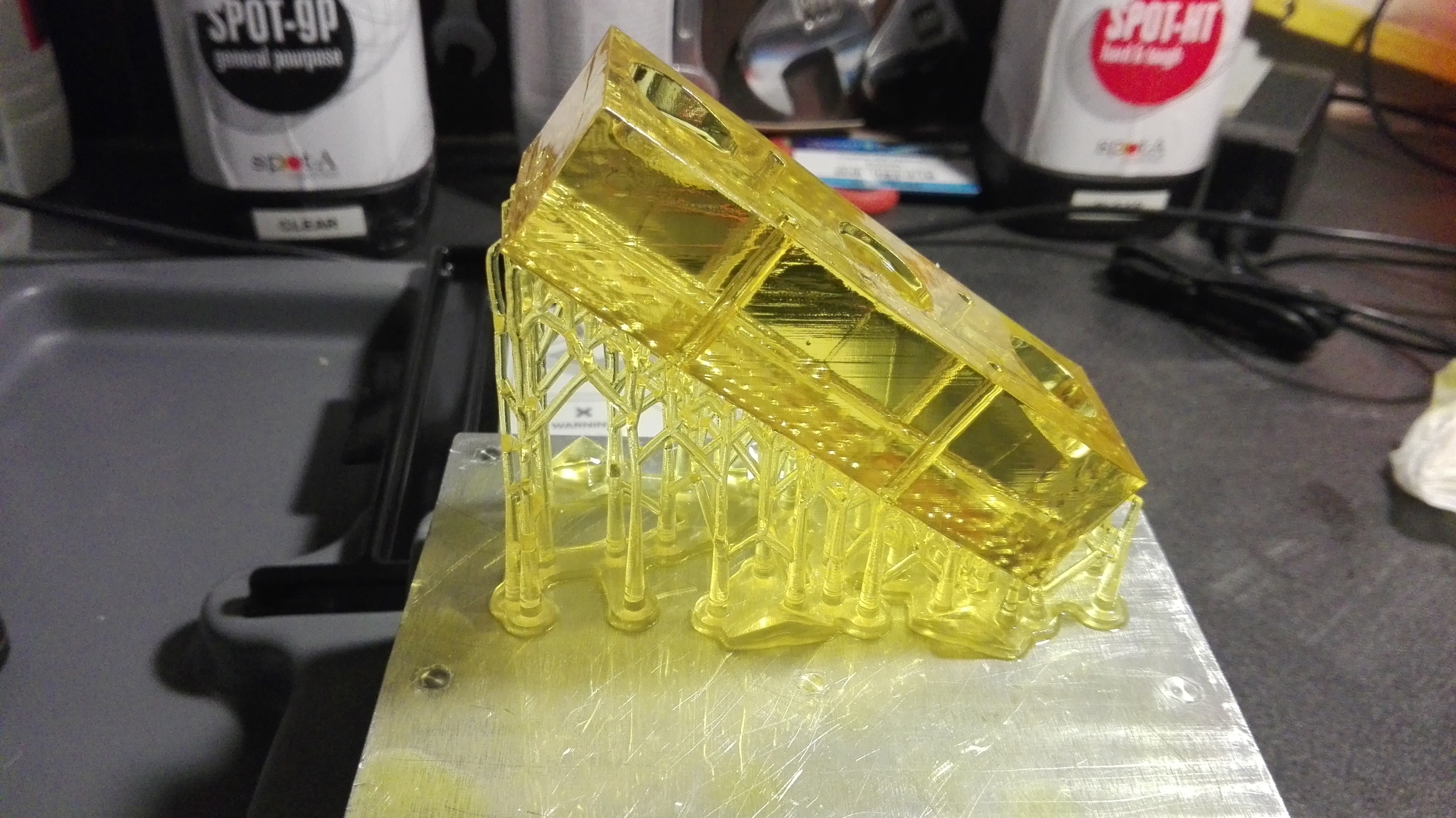
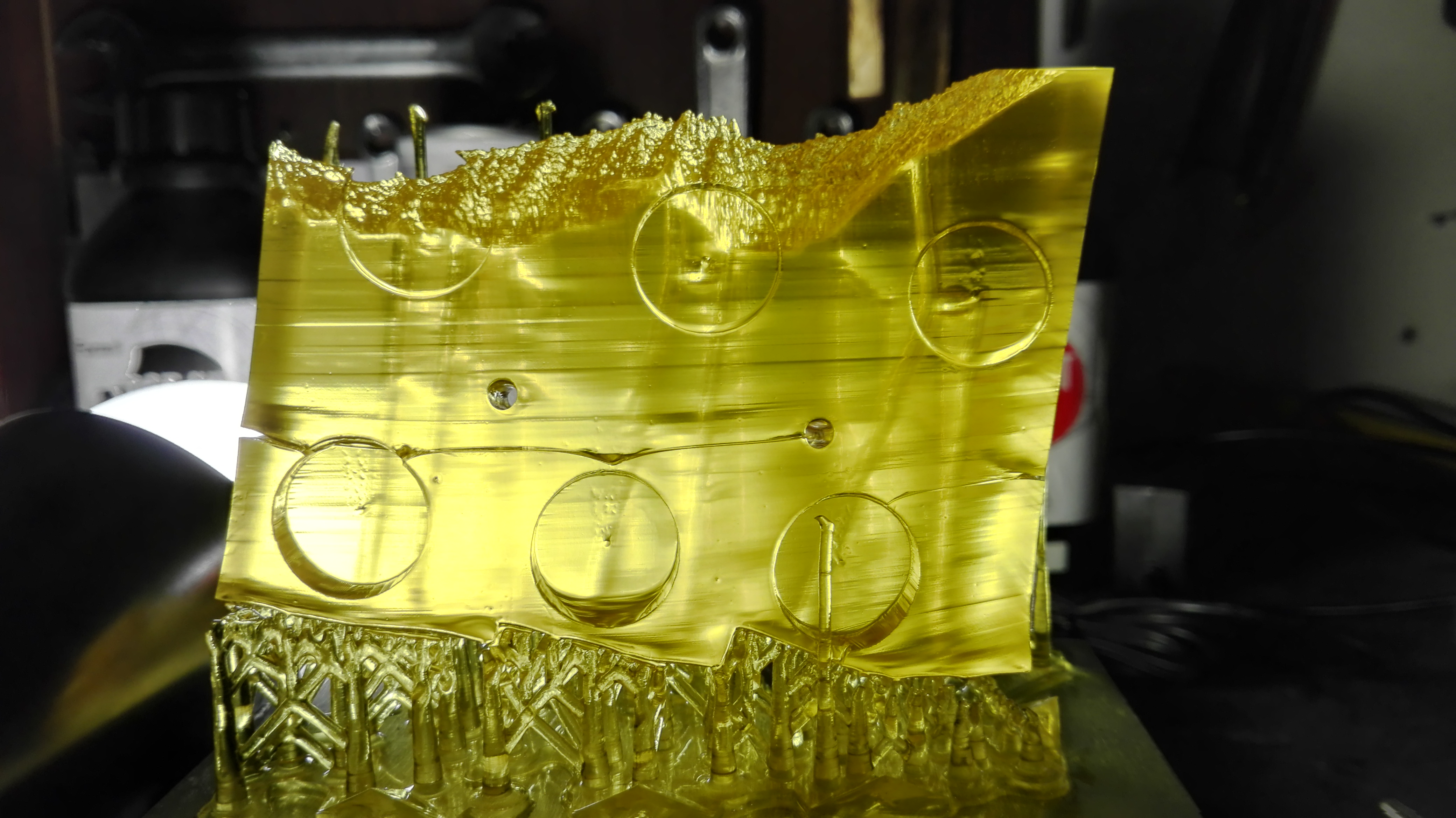
L’étape de finition d’une pièce imprimée transparente en résine demande de nombreuses opérations. Ci dessous quelques photos des principales phases. Cette pièce est un réseau qui doit accueillir 3 capteurs reliés chacun à un capillaire. Le capillaire a été ré-usiné à 1 mm de diamètre.
pièce avec son support
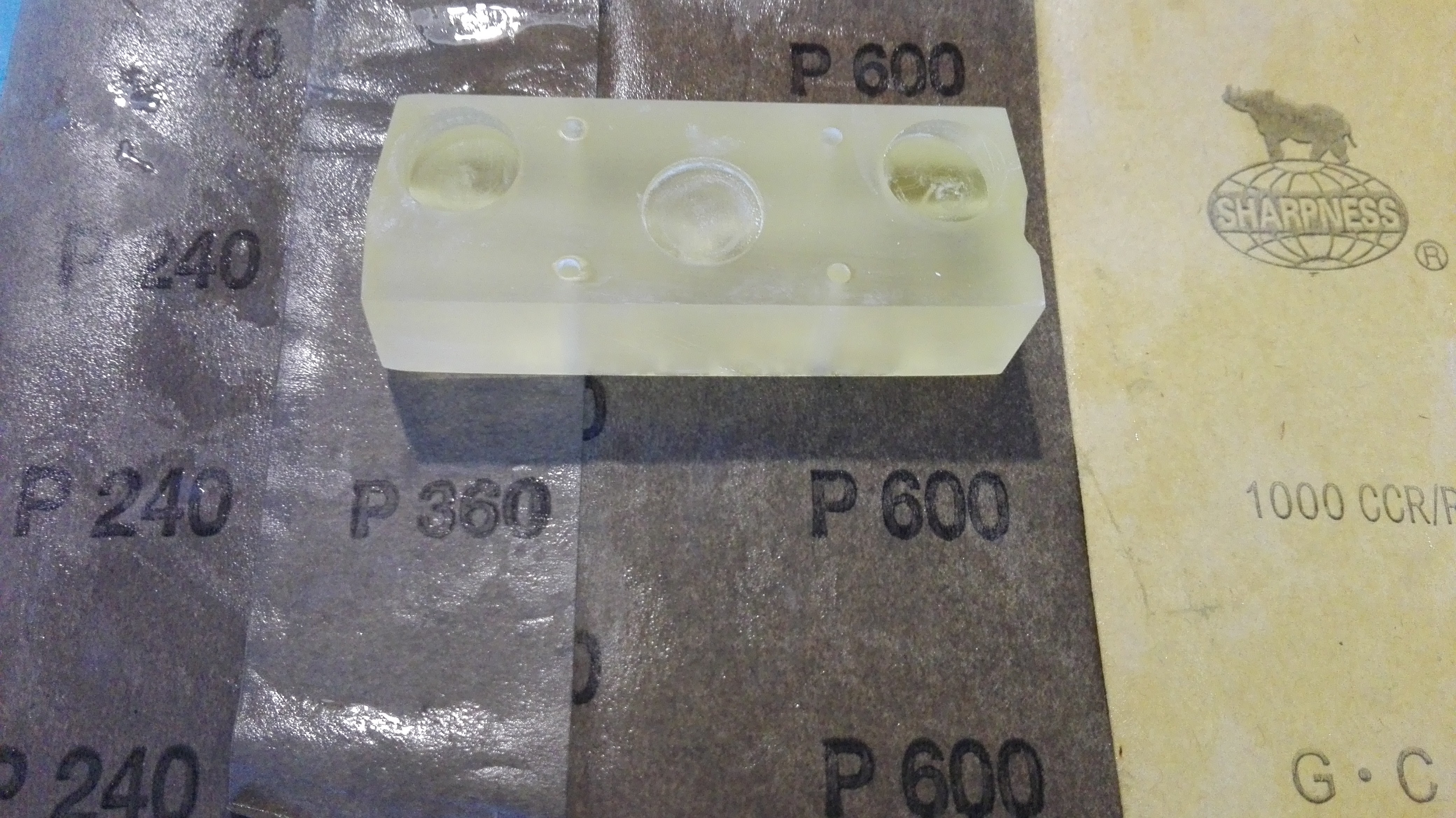
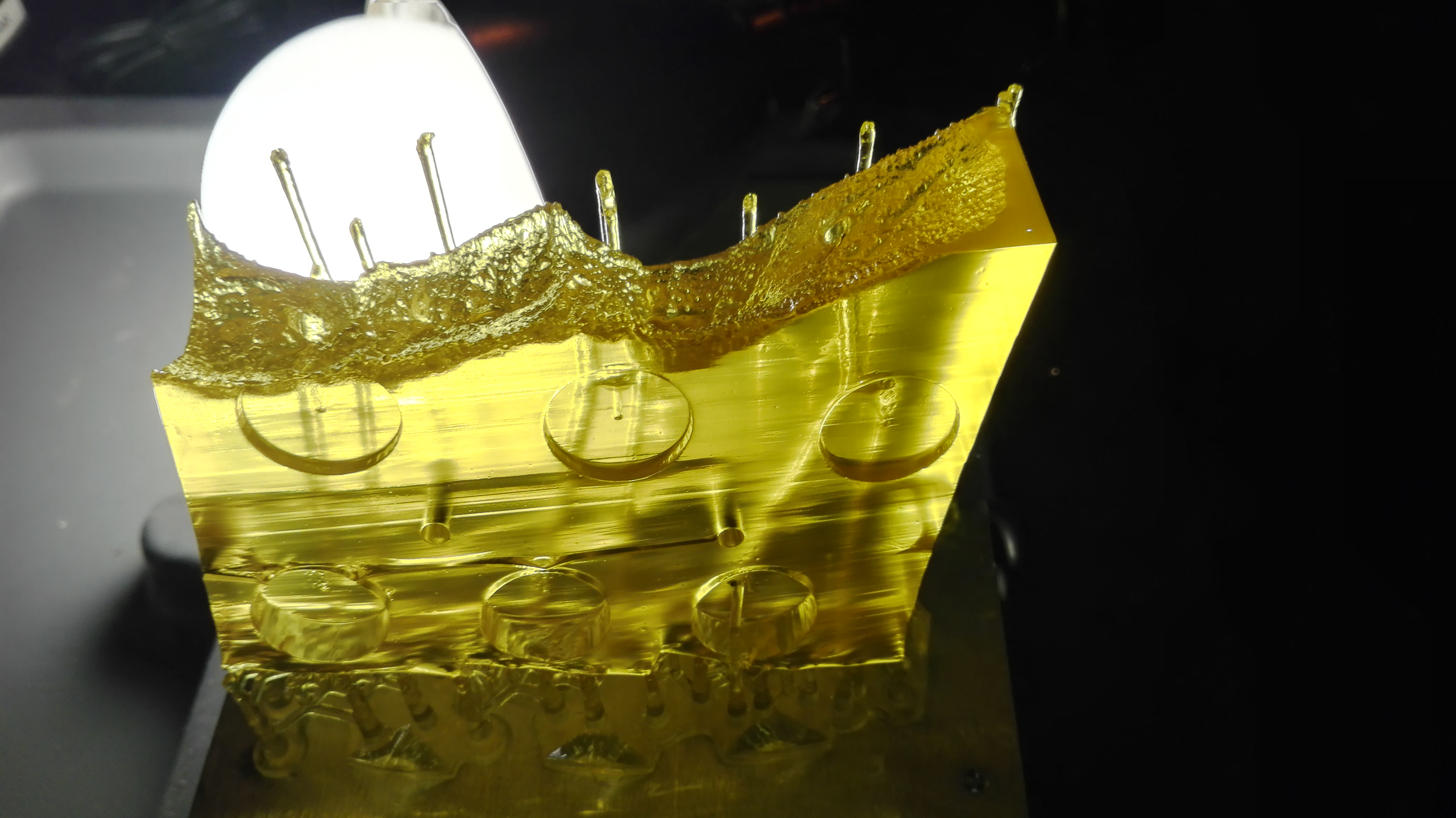
support retiré
polissage successif 240, 360, 600, 1000
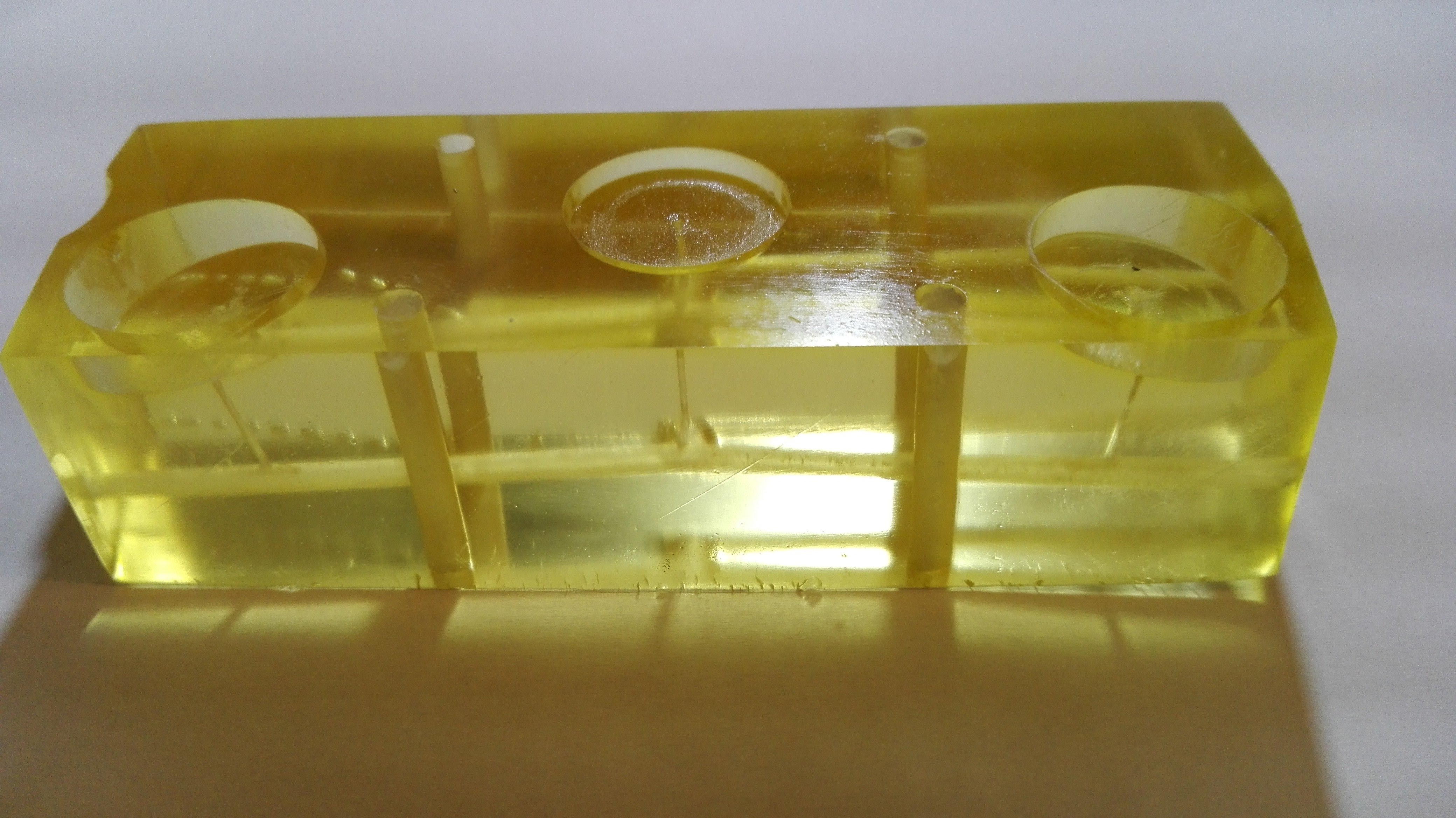
le vernis révèle la transparence
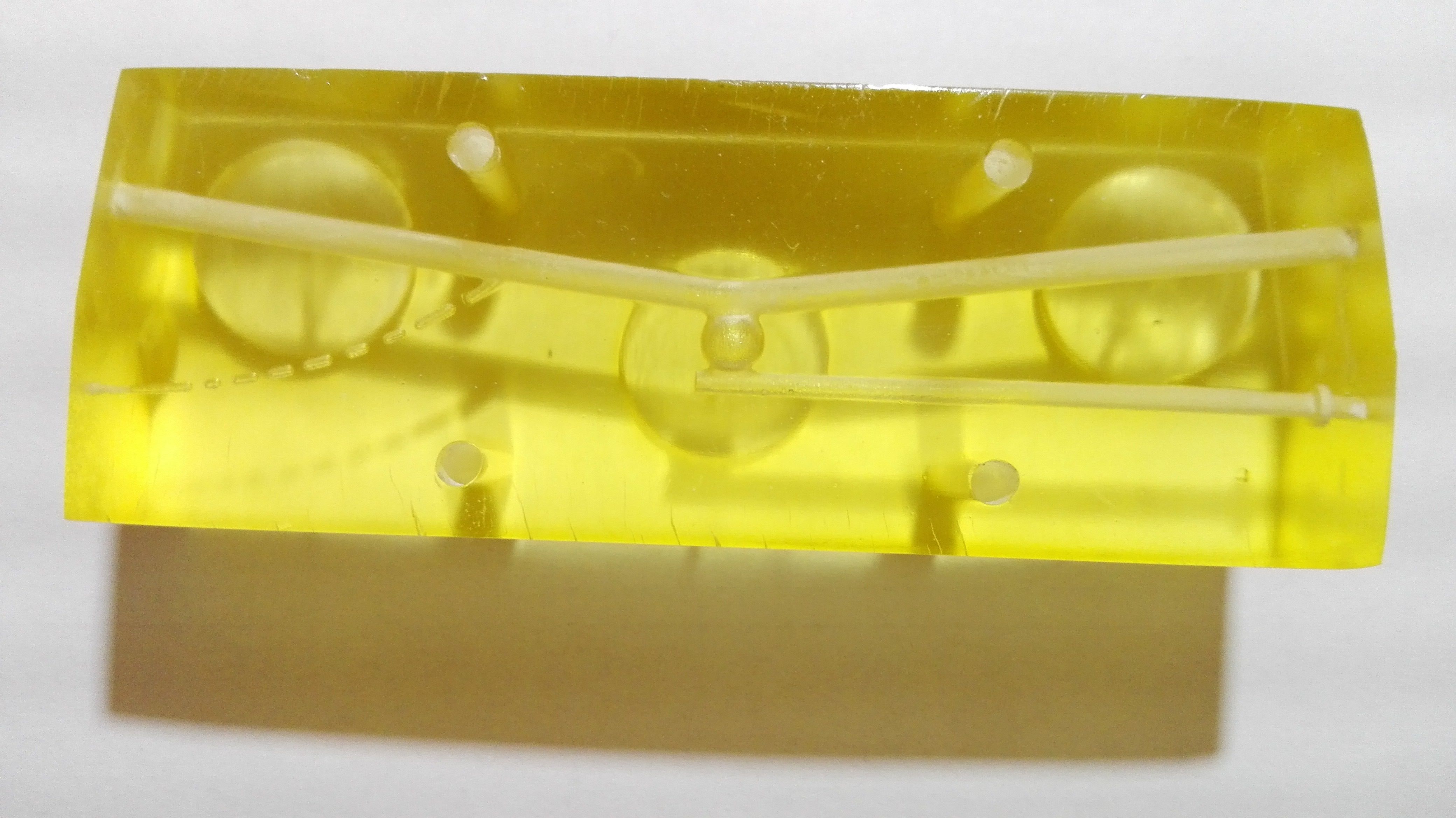
le réseau bien visible sous la pièce
cette pièce a été imprimée à 25µm
Stéréolithographie appliquée pour la recherche
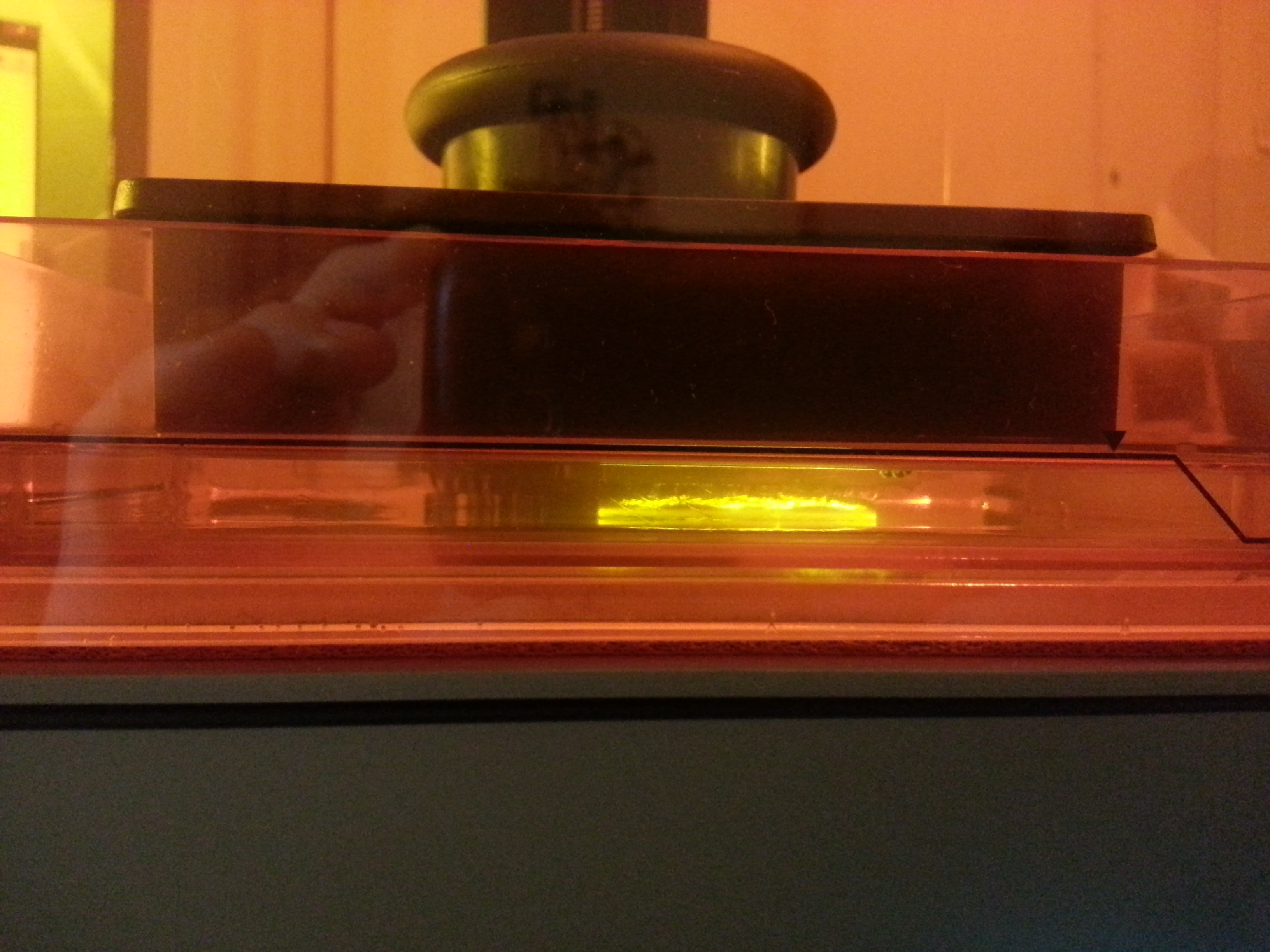
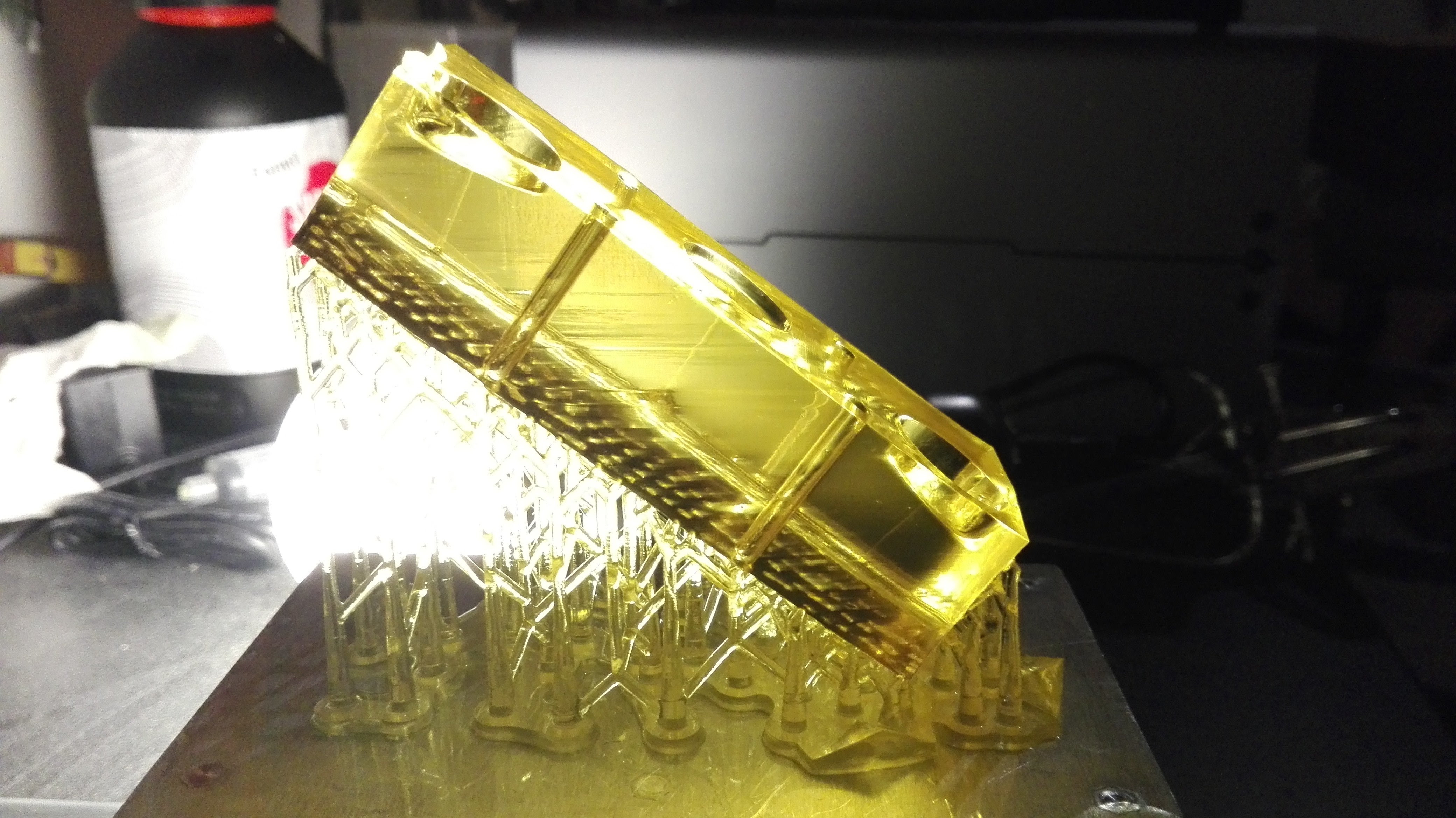
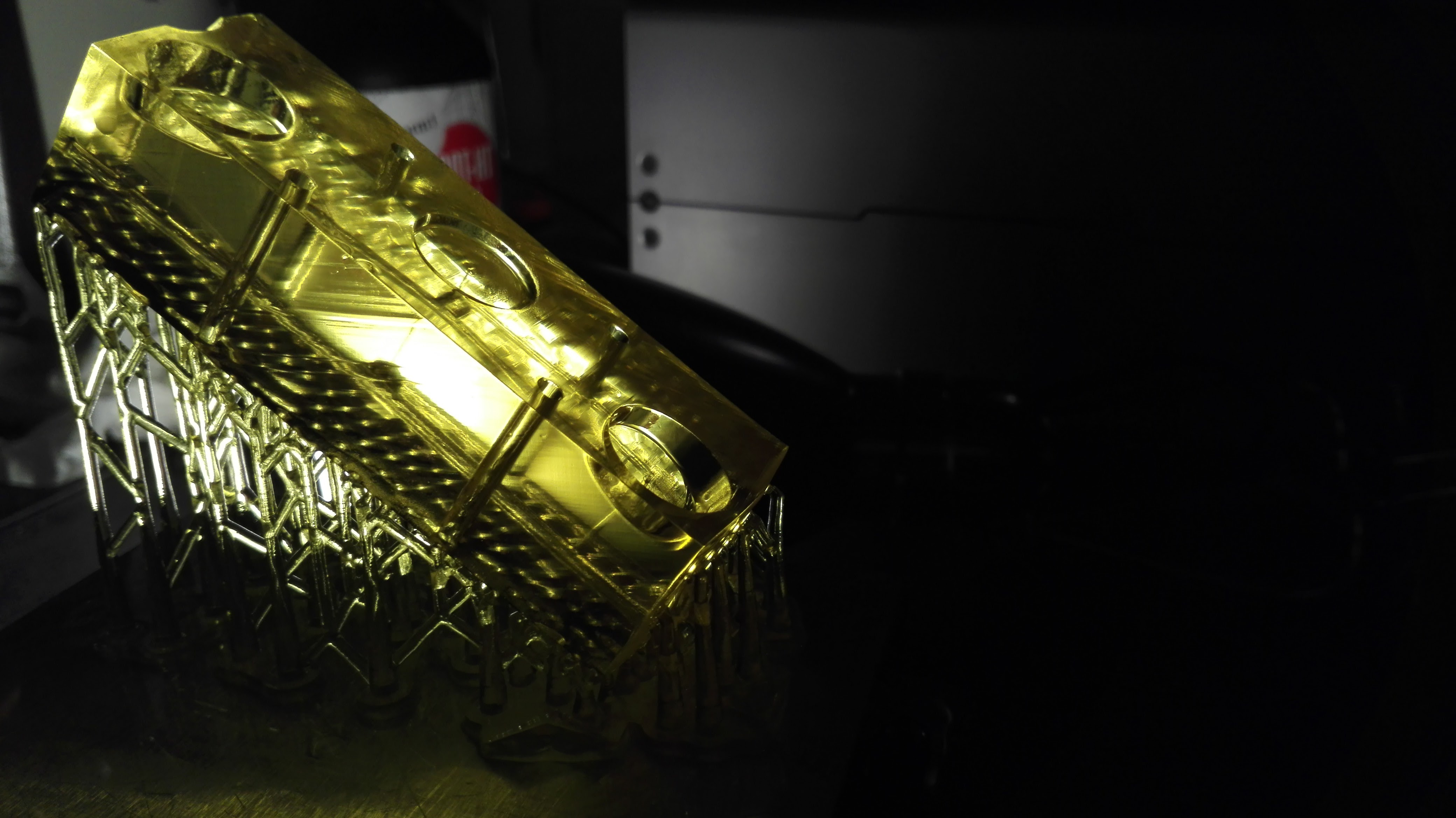
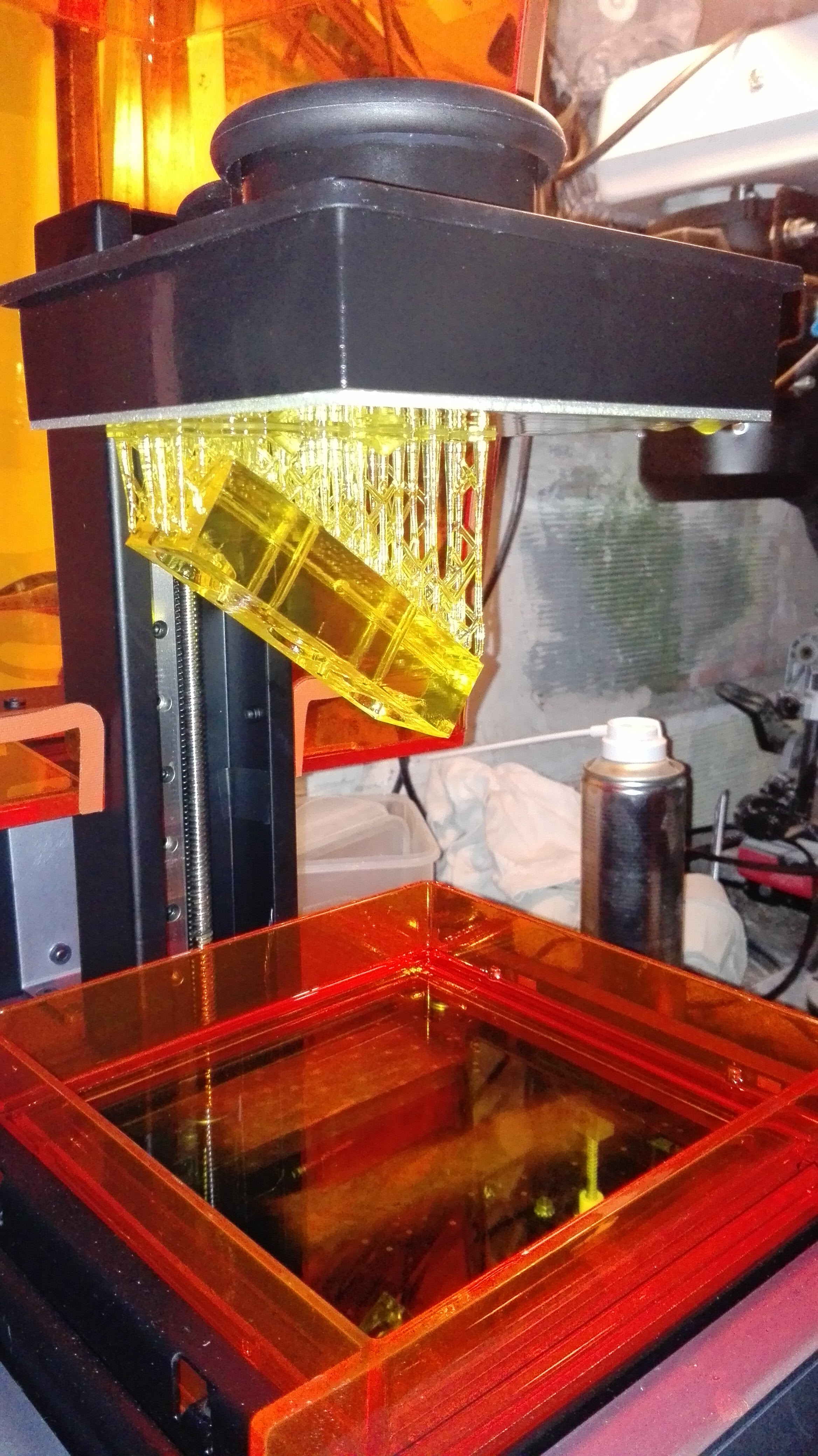
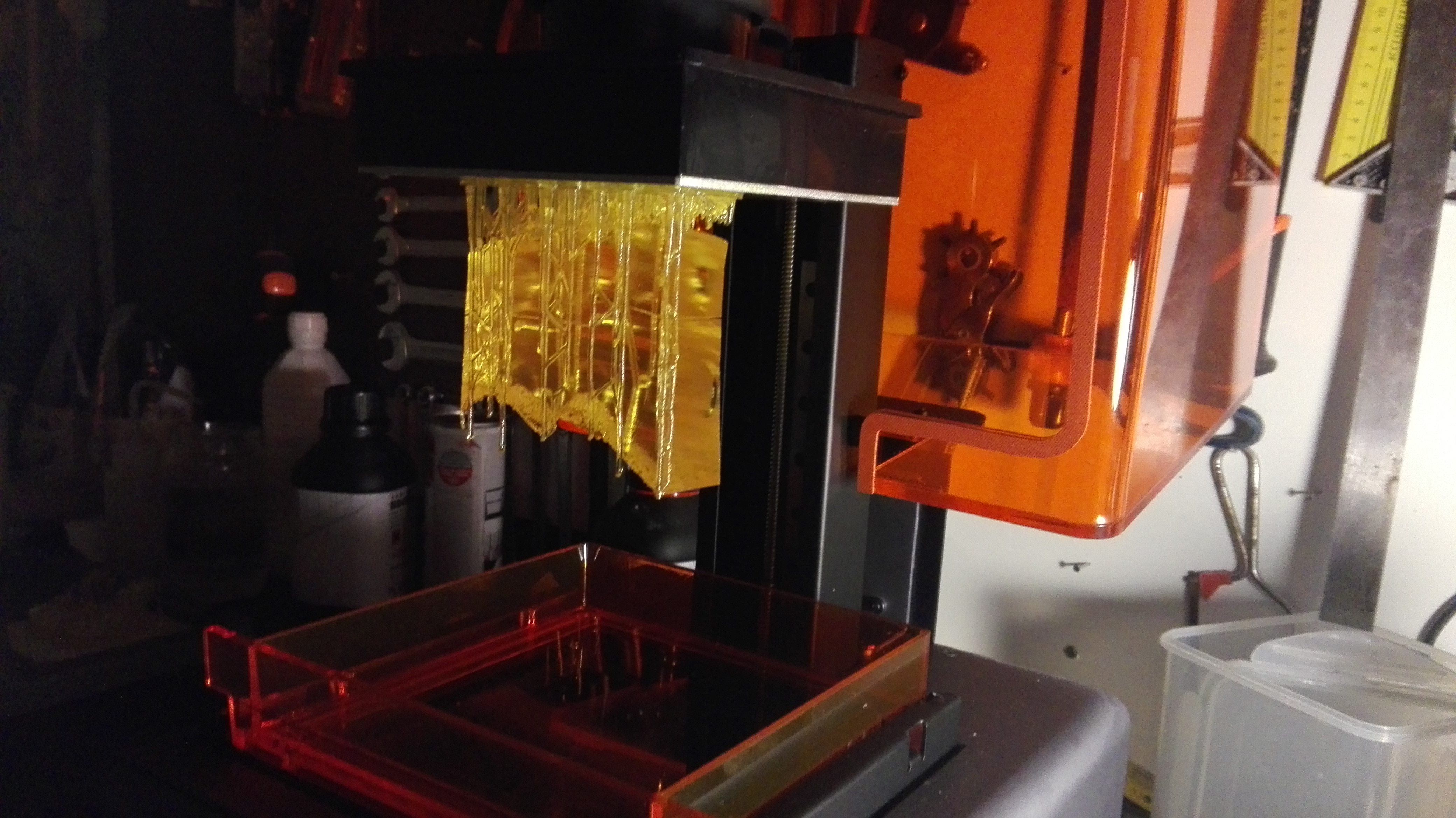
La fabrication additive par Stéréolithographie ou photo-polymérisation (SLA) offre l’intérêt d’obtenir un produit transparent. Contrairement à la fabrication par dépôt de fil, le pièce est fabriquée la tête en bas. Le plateau support en aluminium trempe dans une cuve de résine photosensible. Un laser vient solidifier la résine couche par couche. Pour avoir une idée plus précise du processus, regardez la vidéo ci dessous.
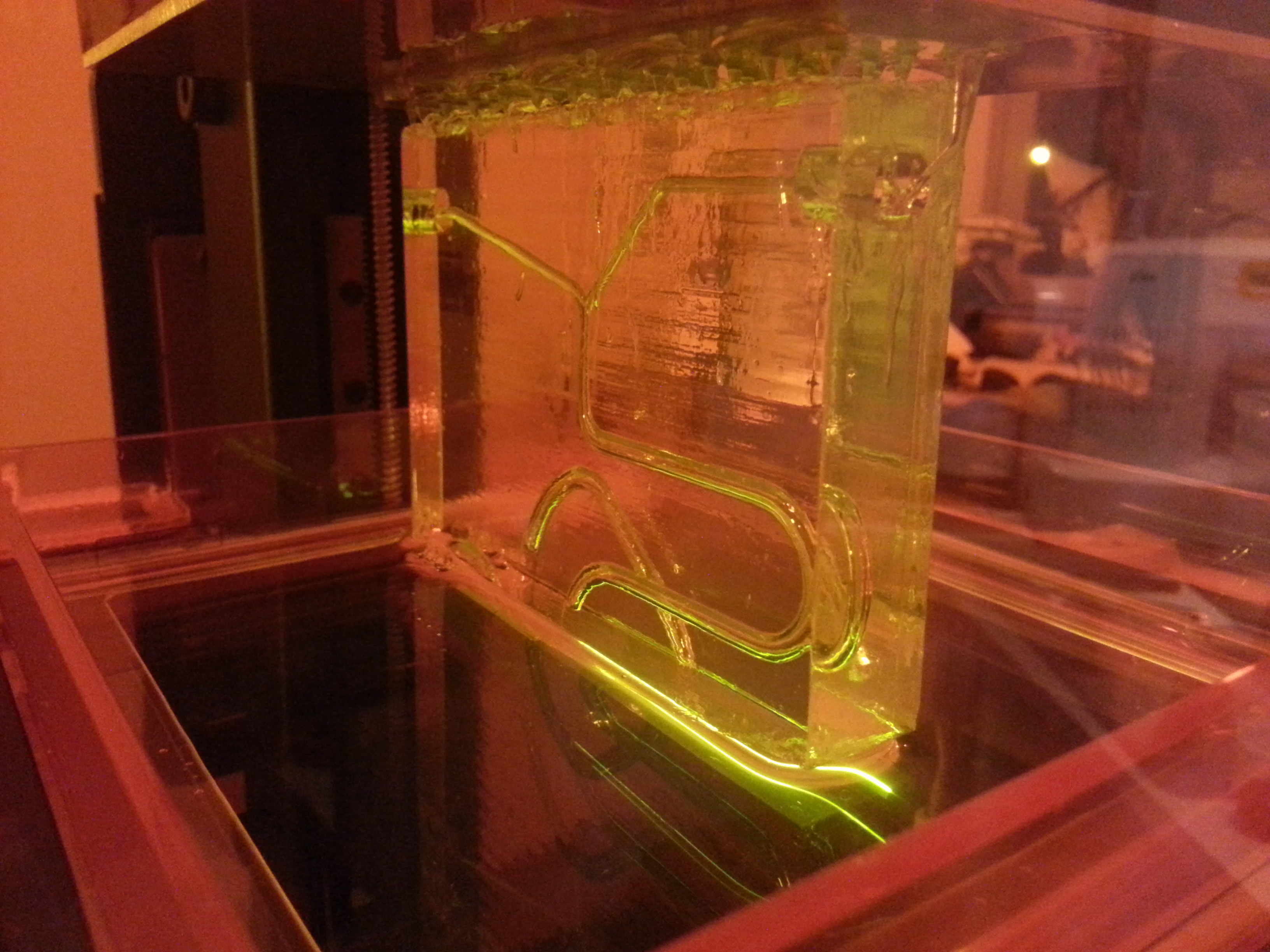
La pièce terminée, poncée et polie
La pièce en début d’impression
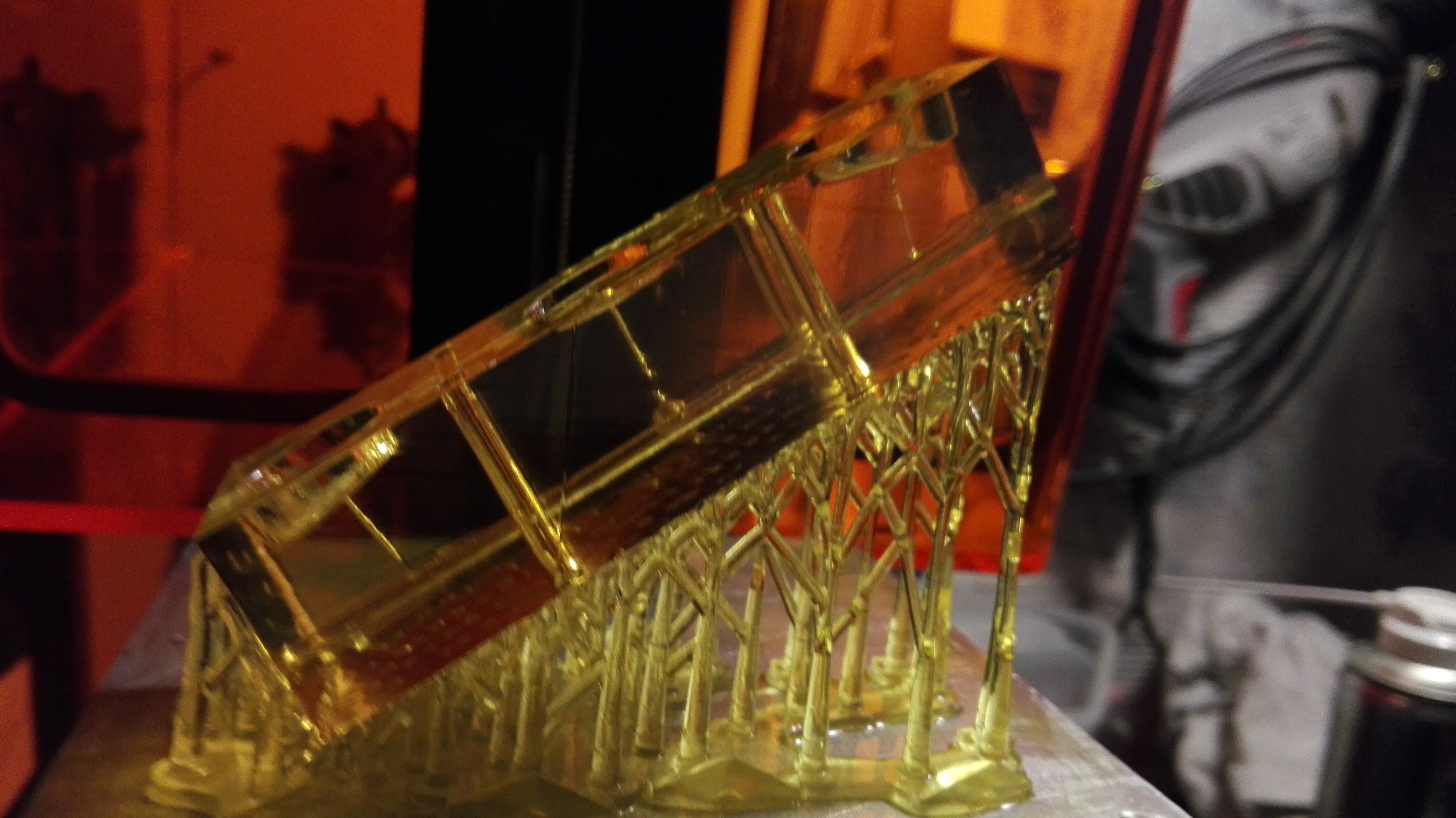
La pièce en cours d’impression
La Form1 de FormLab
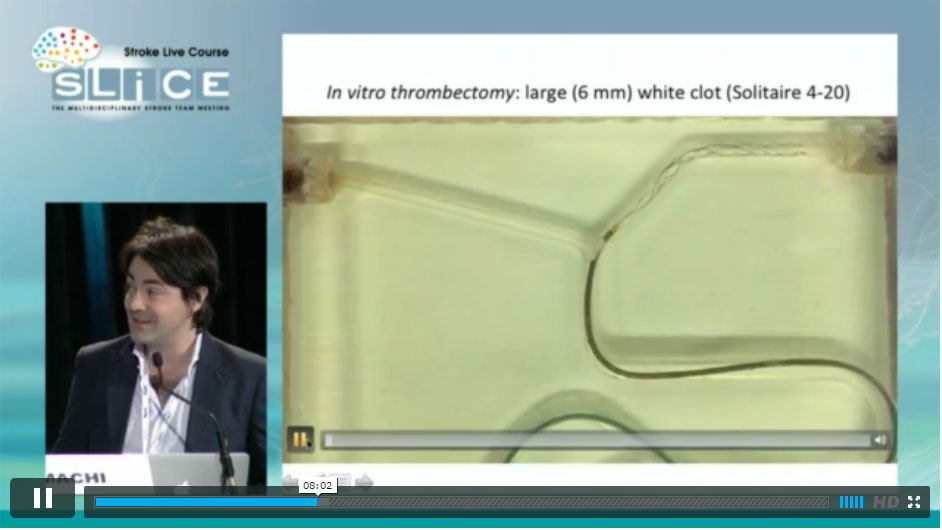
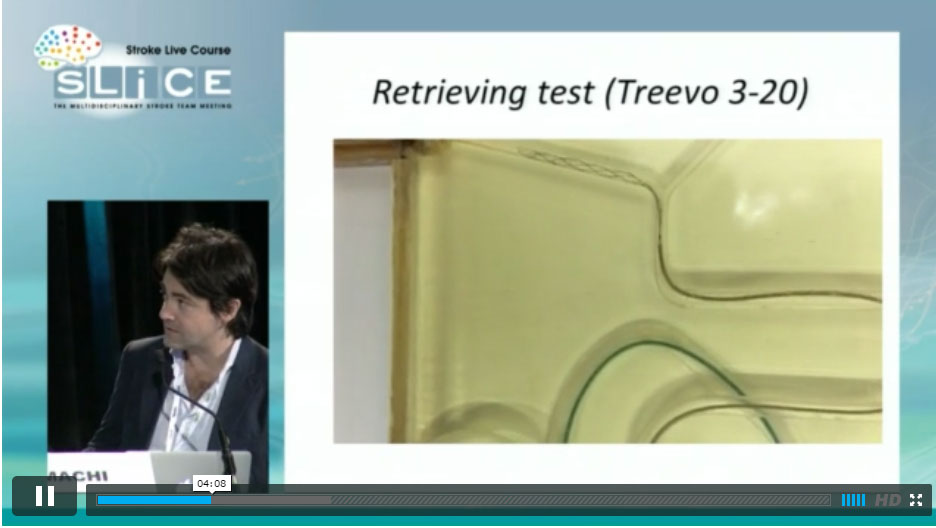
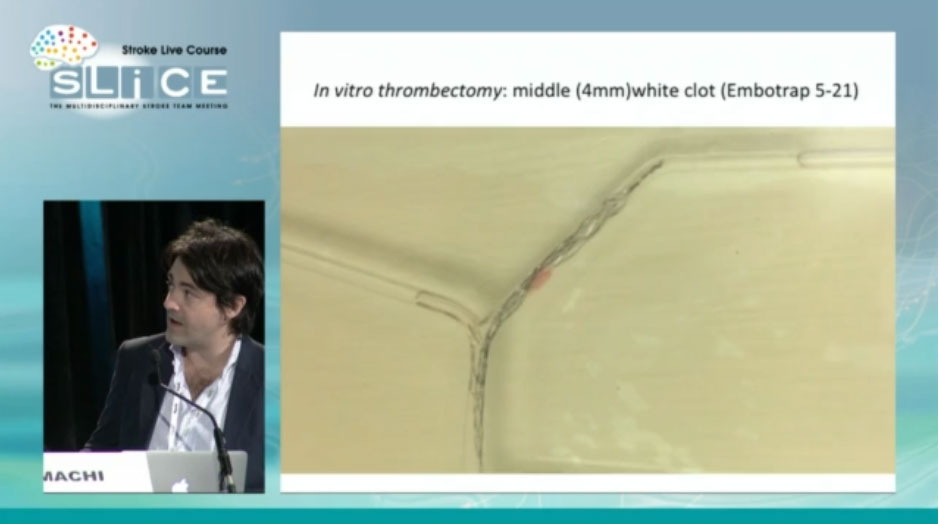
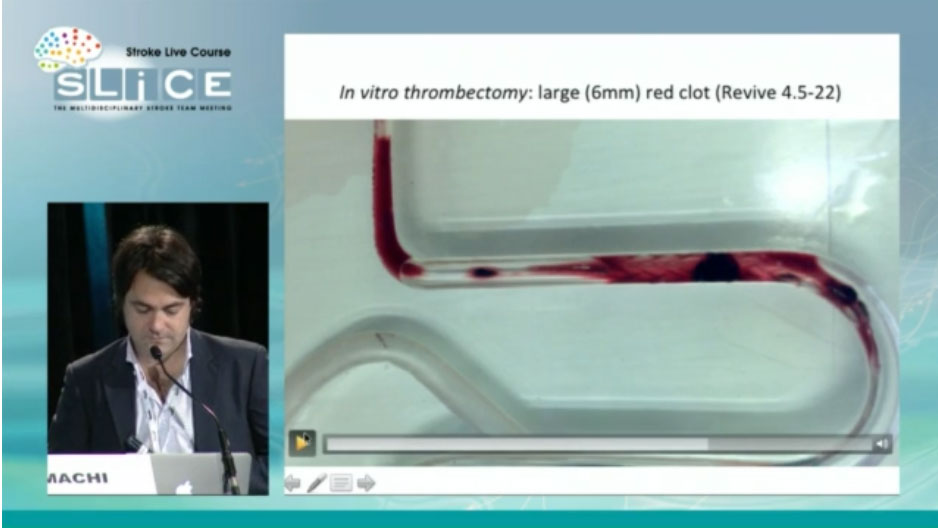
Cette pièce représente un réseau sanguin cérébral simplifié. Cette pièce va servir à tester des stents (sorte de micro filets) qui seront insérés avec un cathéter pour retirer un thrombus (dépôt de sang coagulé) après un AVC.
Vous pouvez visualiser la vidéo de l’utilisation de ce réseau à 8mn30 et 10mn, présenté par P. Machi lors de conférence « Advanced Bench Testing for stentrivers technology. What We have learn ? » P. Machi, F. Jourdan, D. Ambard, C. Reynaud, M. Sanchez, A. Bonafé, V. Costalat,
SLICE meeting – September 7-9, 2015 – Nice, France
Paolo Machi,1 Franck Jourdan,2 Dominique Ambard,2 Cedric Reynaud,2 Kyriakos Lobotesis,3 Mathieu Sanchez,2 Alain Bonafé,1 Vincent Costalat1
1 Centre Hospitalier Universitaire Gui de Chauliac, Montpellier, France 2 Department of Mechanical Engineering, University of Montpellier, France 3 Imperial College Healthcare NHS, London, UK
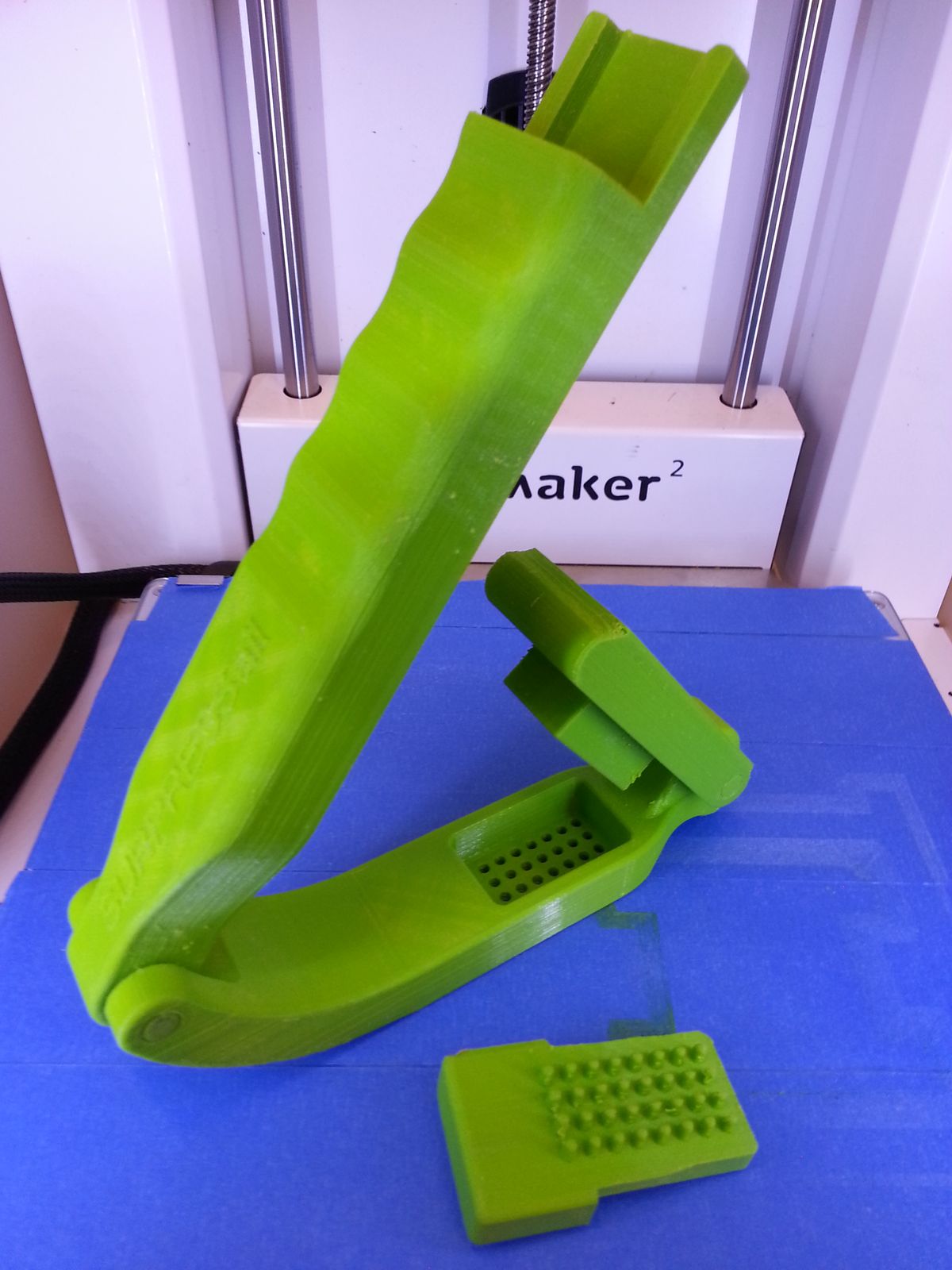
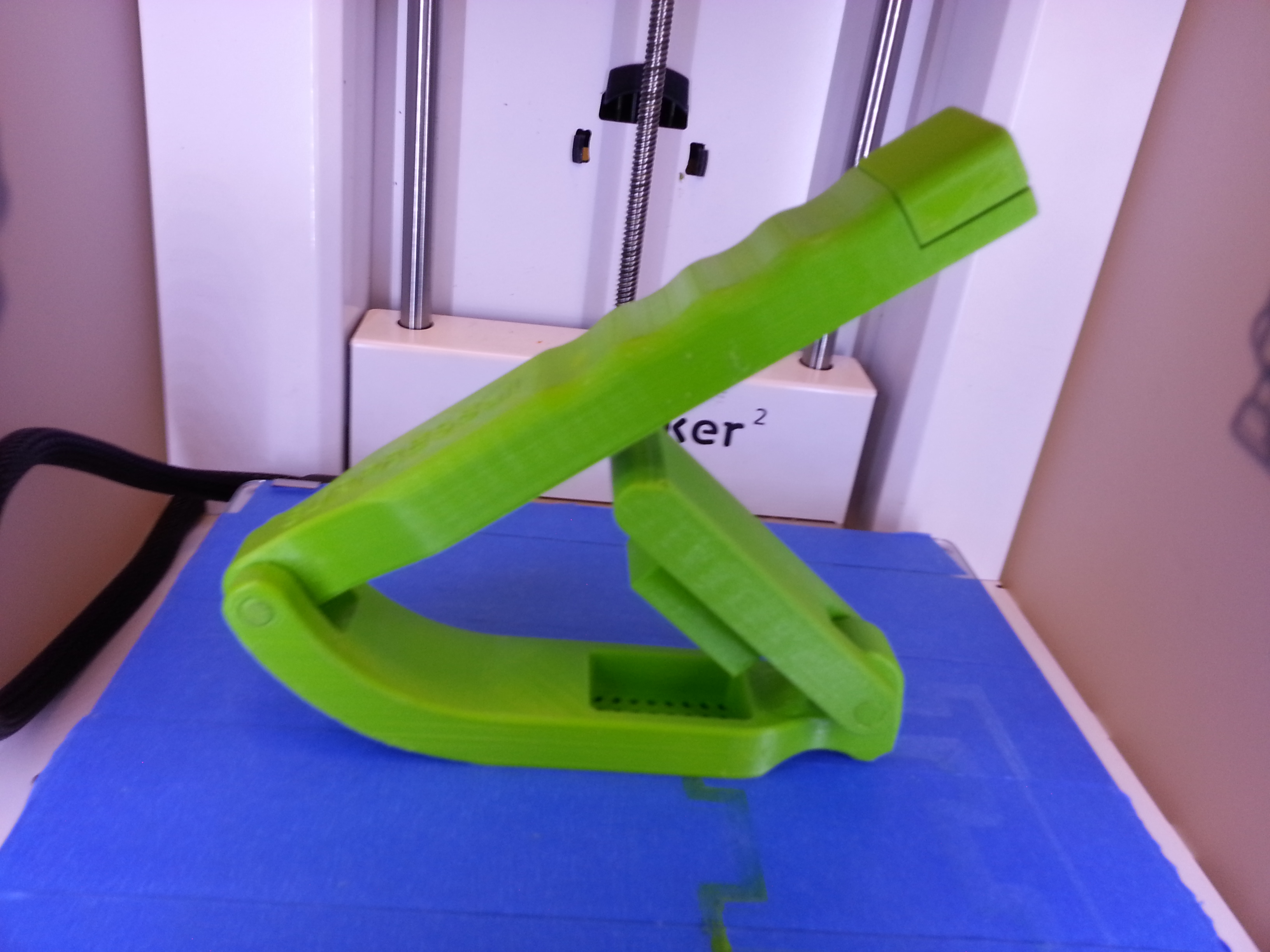
Pour le presse ail, un peu de nettoyage a été nécessaire pour enlever la matière support avec une Dremel, mais l’ensemble est bien fonctionnel.
Impressions des projets
Le lancement des impressions des projets est maintenant bien parti !
Nous avons enfin dominé les problèmes de construction de support à l’intérieur d’une pièce, le débouchage de la buse et le décollement de la pièce pendant l’impression. Bon on a encore des réglages pour un bon décollement de la pièce. Ci dessous quelques photos du Frizeur Friz, de Florian Dombey, 40h d’impression pour 250g de PLA.
Pour ceux qui cherchent comment résoudre nos problèmes d’impression, voila quelques astuces :
Construction de support à l’intérieur d’une pièce : préparer le fichier gcode avec une version récente de Cura (en français c’est encore mieux), choisir la construction du support partout et pas que entre la pièce et le plateau.
Débouchage de la buse : acheter une bobine de fil de laiton de section de 0.3mm, dévisser les 4 vis qui maintiennent le tête d’impression pour accéder facilement à la buse, se mettre en mode maintenance, chauffer la buse à 250°C, y faire passer le fil de laiton jusqu’à voir le jour de l’autre coté de la buse.
Décollement de la pièce : après avoir enduit des couches de colle stick sur le plateau en verre, et fait de grosses pelotes de fil fondu, on a une très bonne adhérence (trop) avec de l’adhésif pour peinture bleu 3M (merci à Florian pour le tuyau).
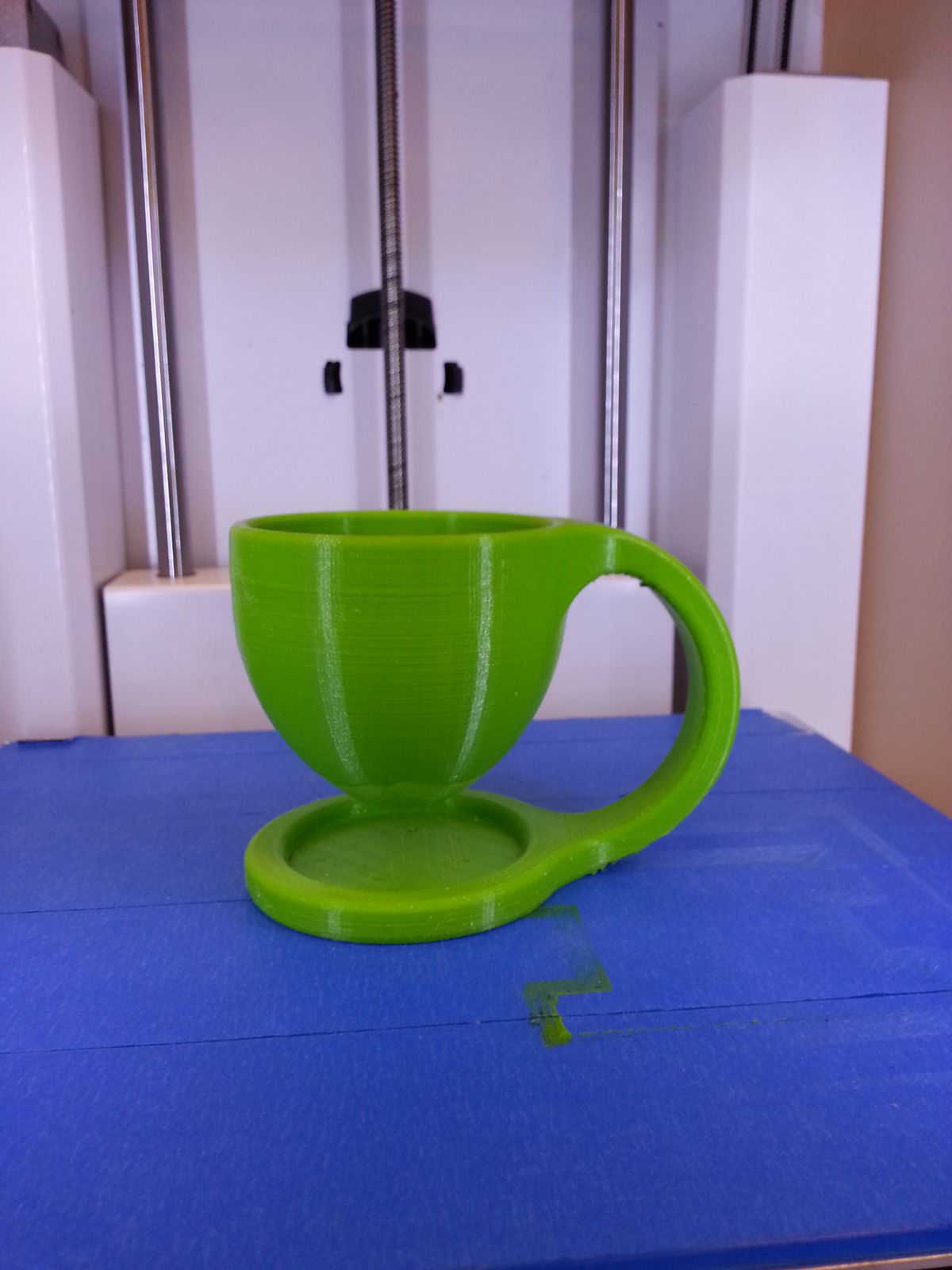
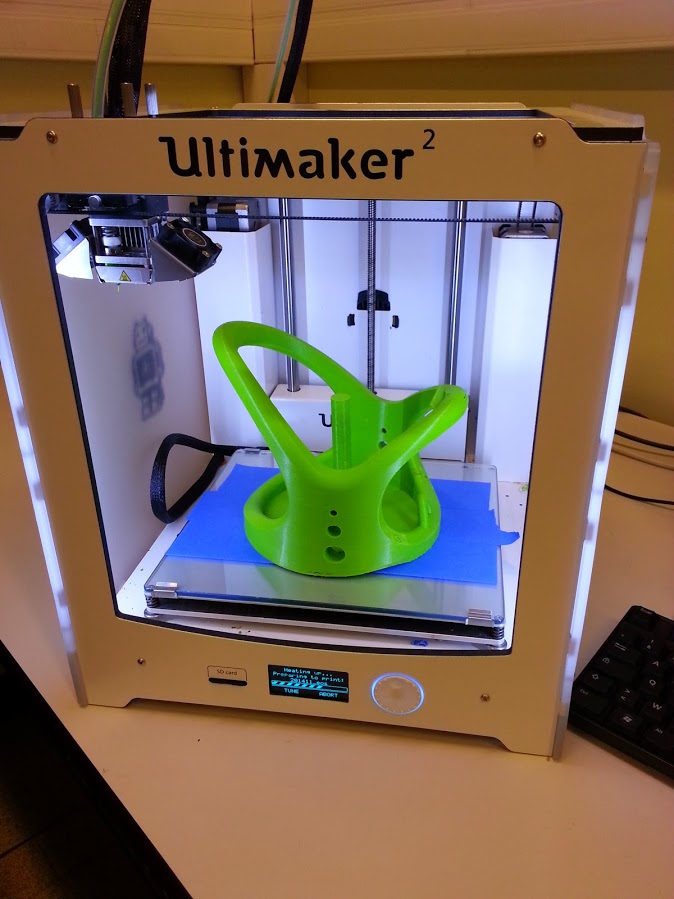
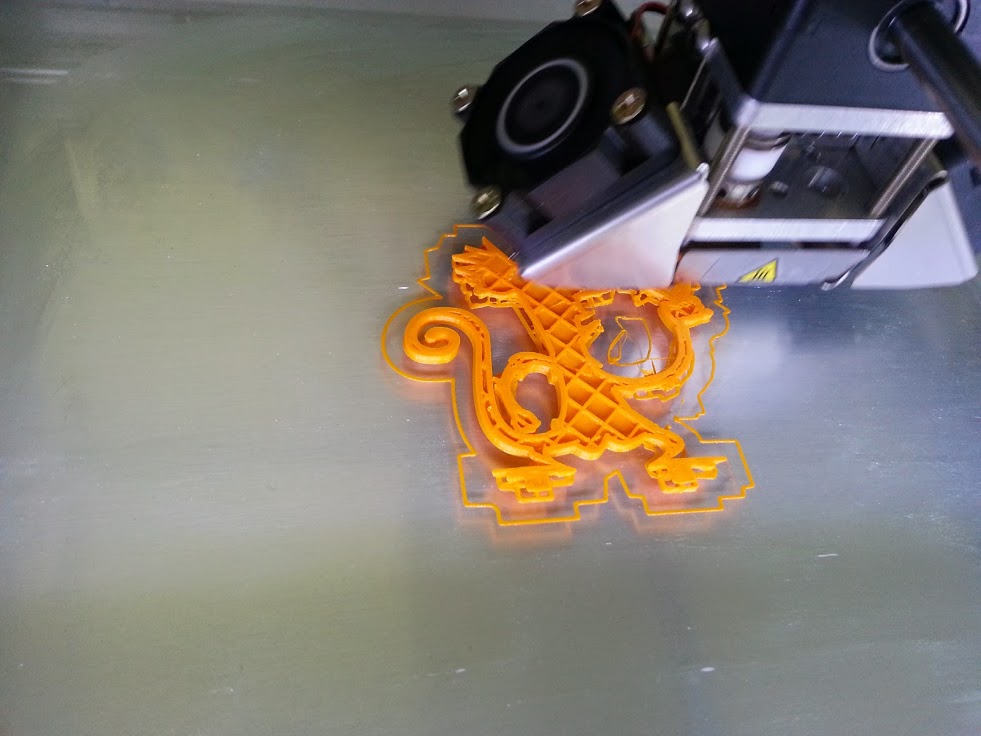
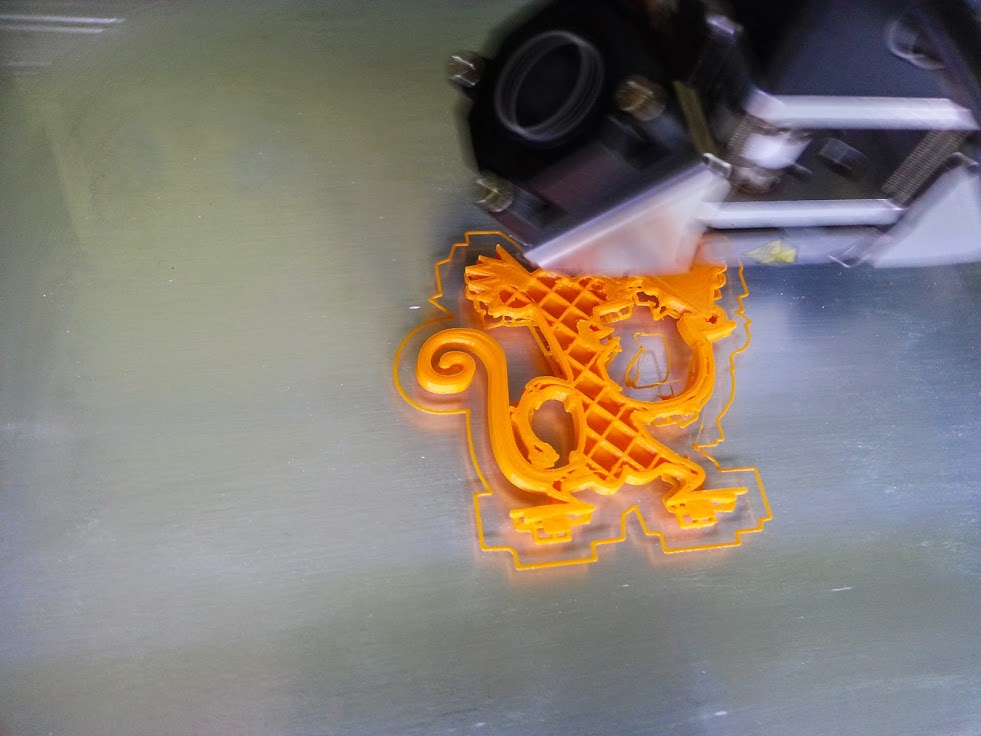
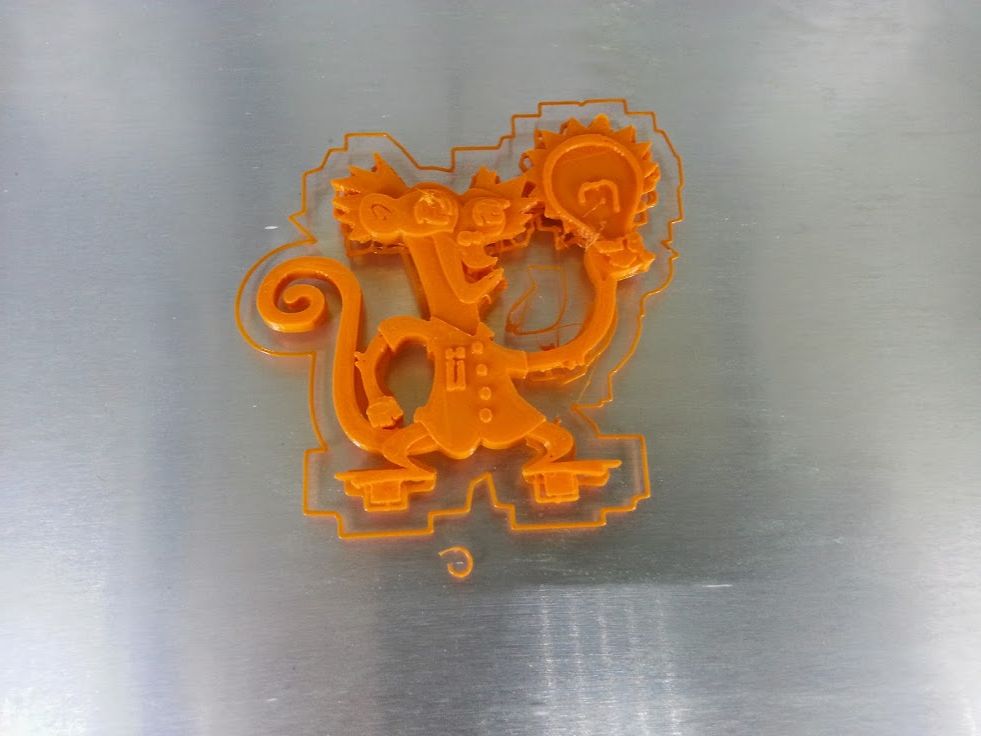
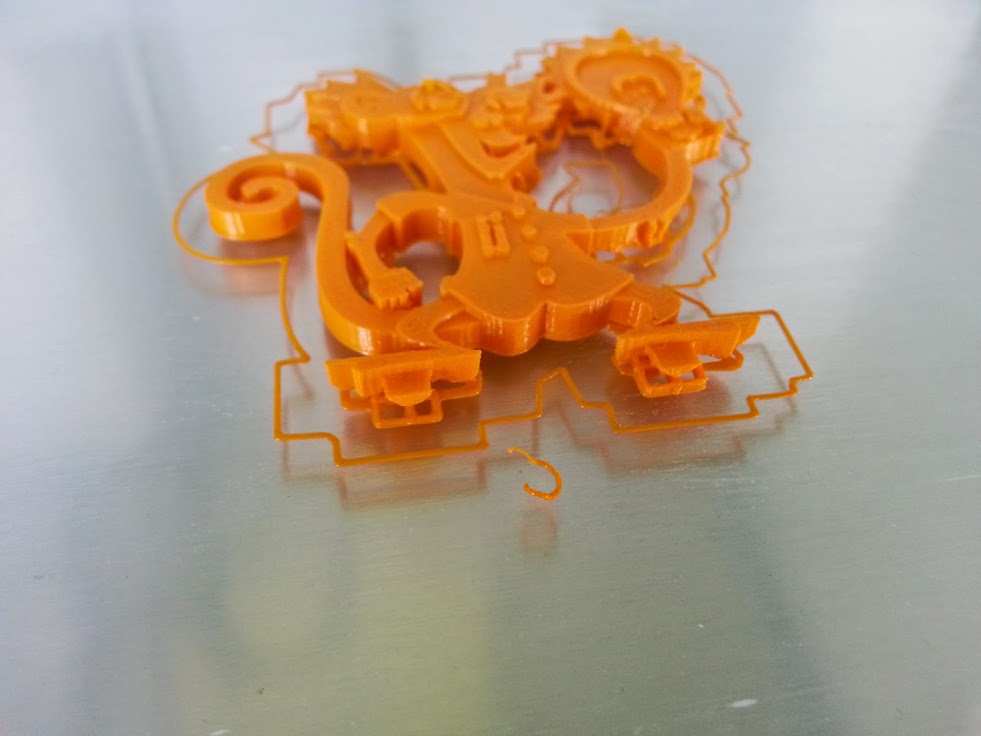
Zoom sur une impression 3D
Voici quelques étapes de l’impression de la mascotte du concours « Faites de la Science ».
Cela fait maintenant quelques semaines que opencad est ouvert.
Opencad est une bibliothèque d’objets 3d libres, qui regroupe les projets étudiants en création industrielle du département mécanique de la fac de sciences de Montpellier.
Nous commençons ici par les masters 1 promotion 2013-2014. le site devrait rassembler d’autres projets prochainement.
Les objets sont téléchargeables au format STL, ils peuvent être imprimés sur une imprimante 3d librement.
Si les projets vous plaisent, vous pouvez les noter depuis chaque fiche produit. Vous pouvez aussi répondre au sondage du moment.