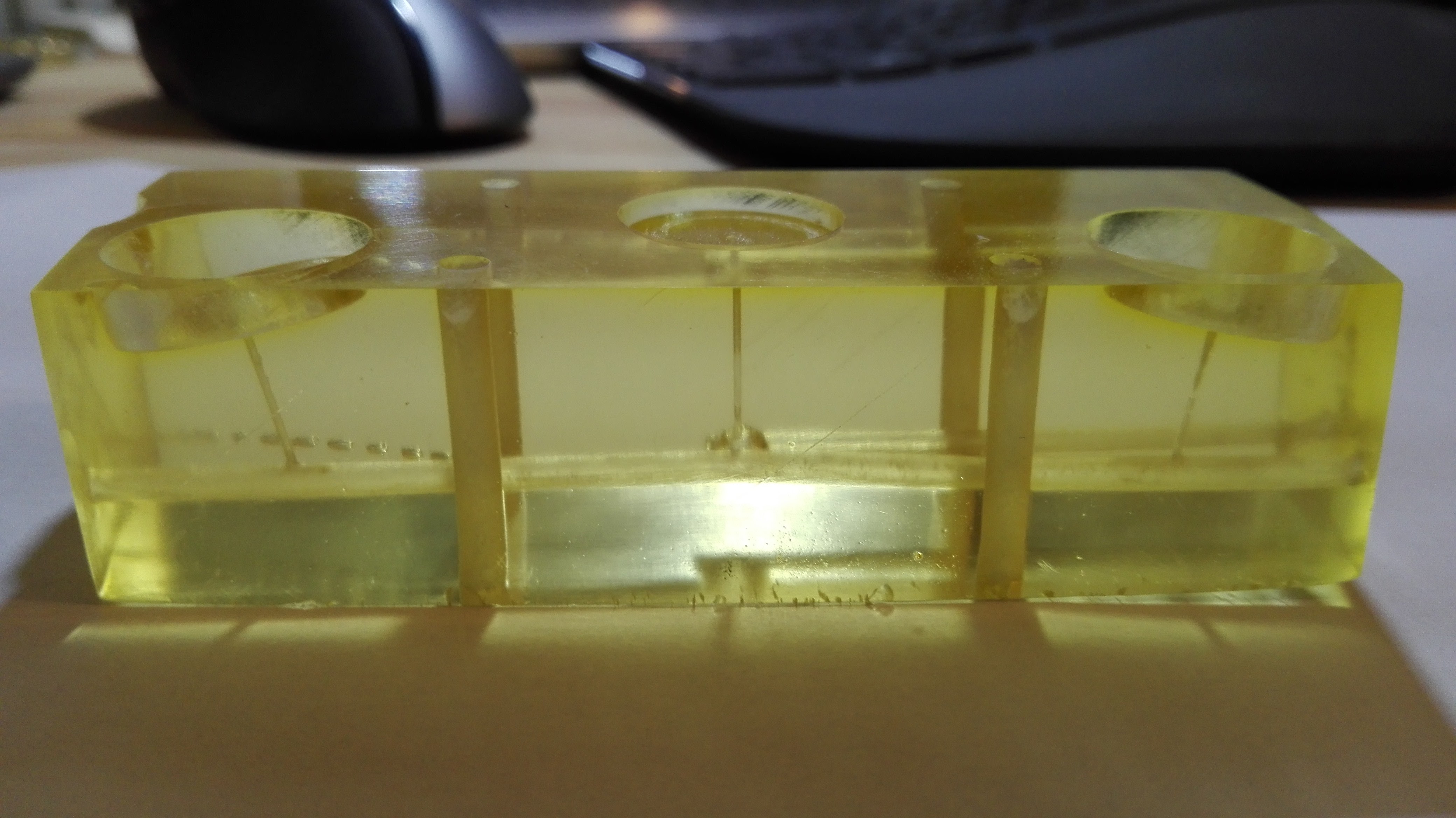
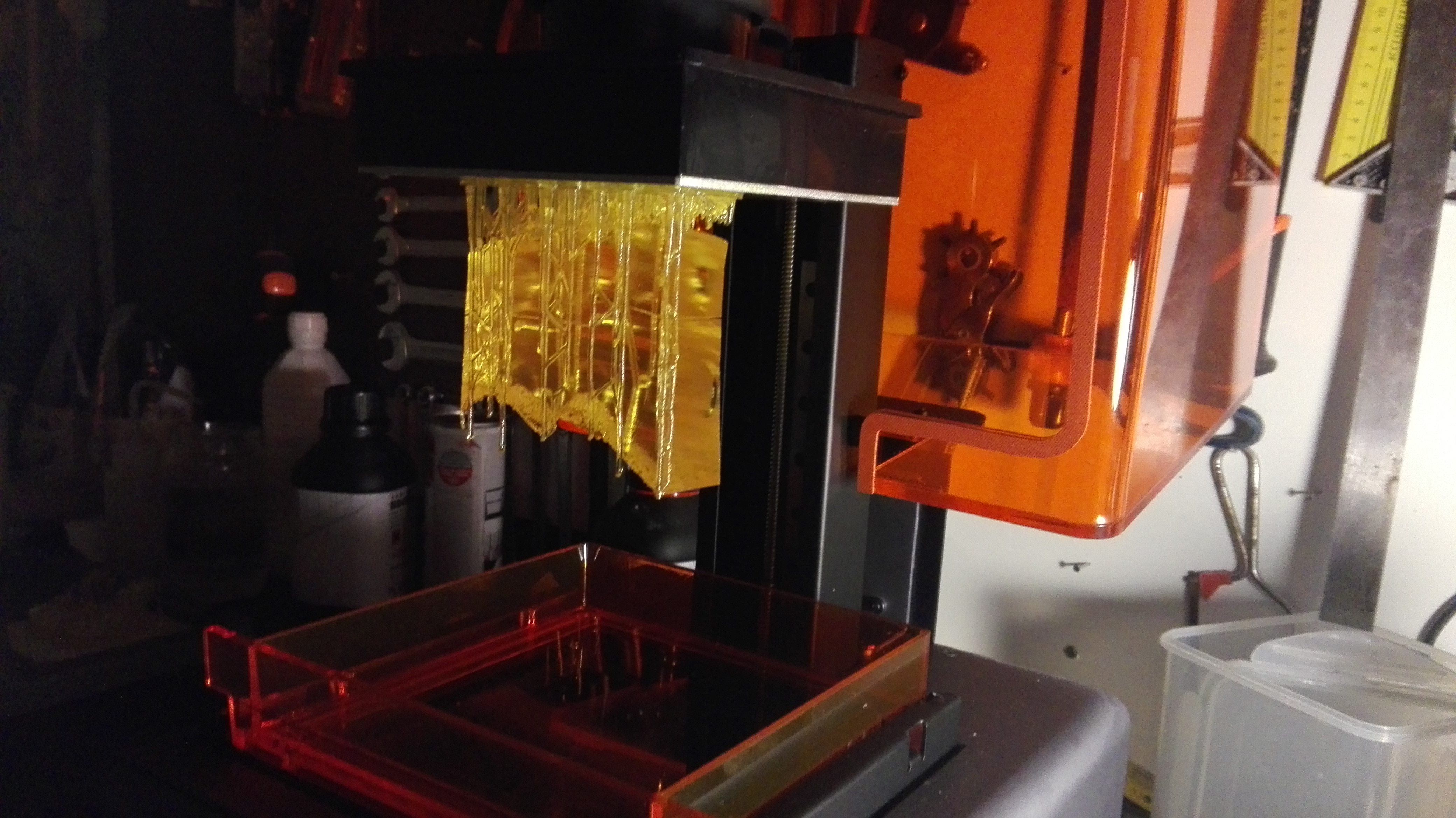
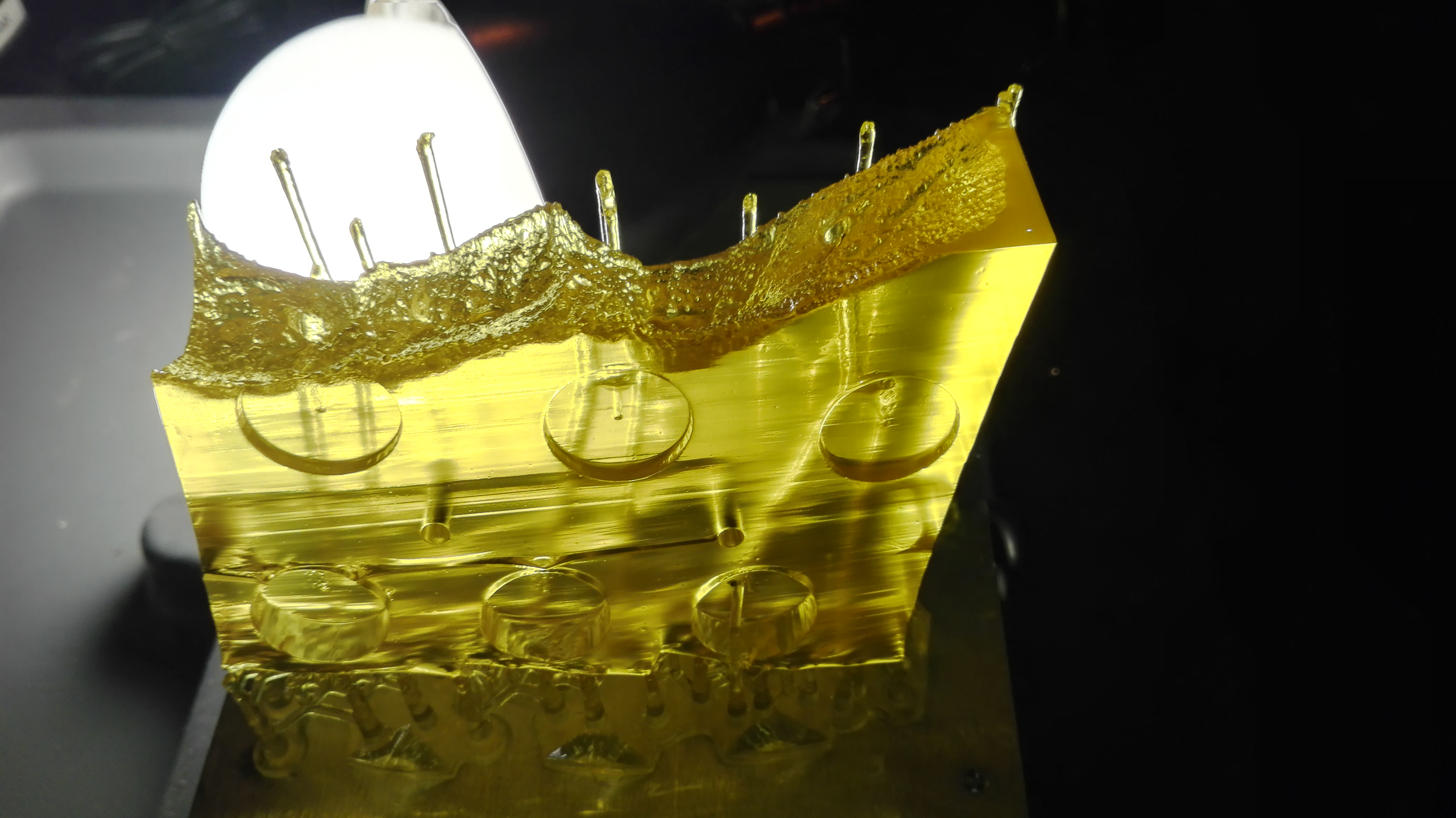
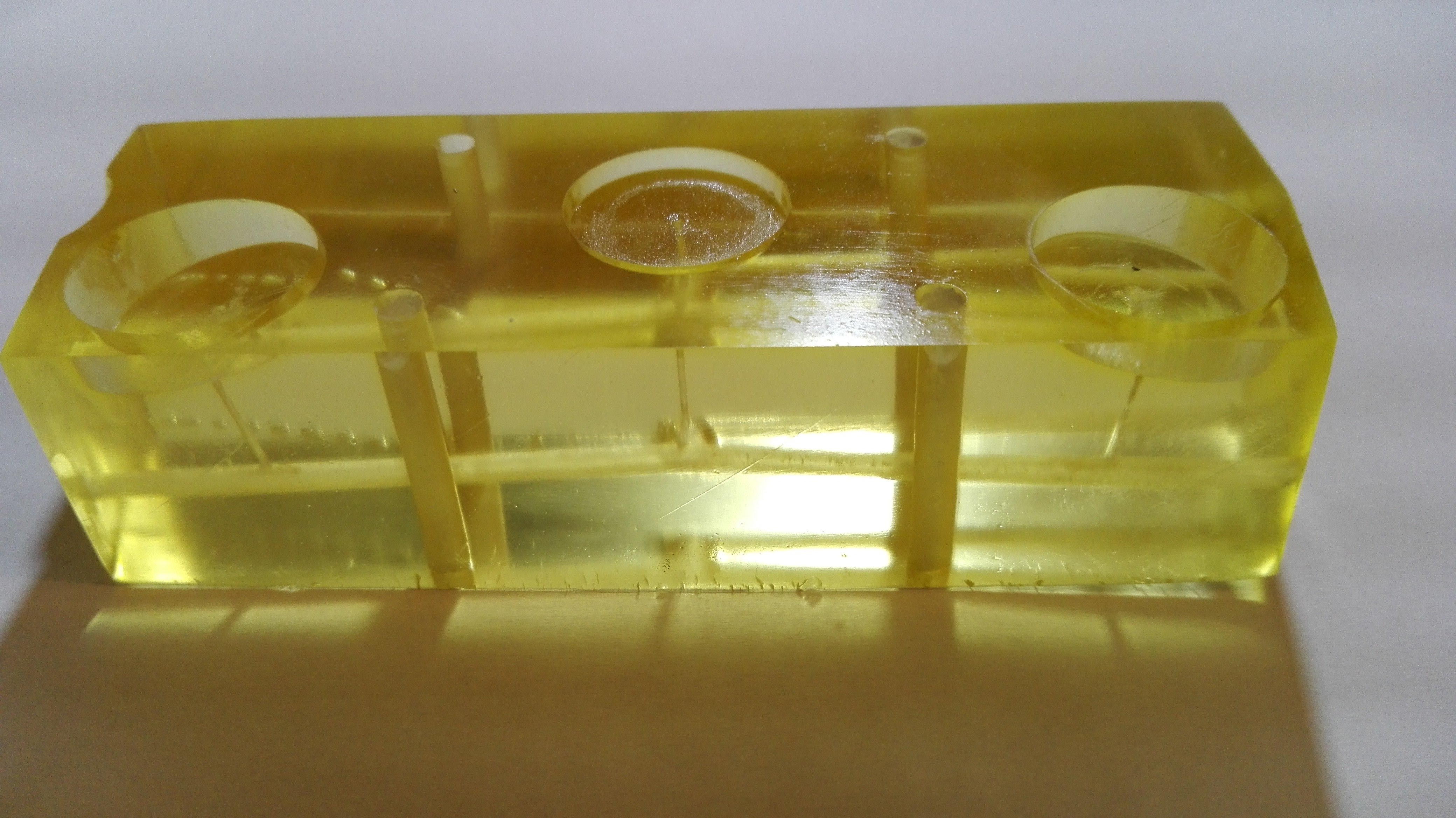
L’étape de finition d’une pièce imprimée transparente en résine demande de nombreuses opérations. Ci dessous quelques photos des principales phases. Cette pièce est un réseau qui doit accueillir 3 capteurs reliés chacun à un capillaire. Le capillaire a été ré-usiné à 1 mm de diamètre.
-
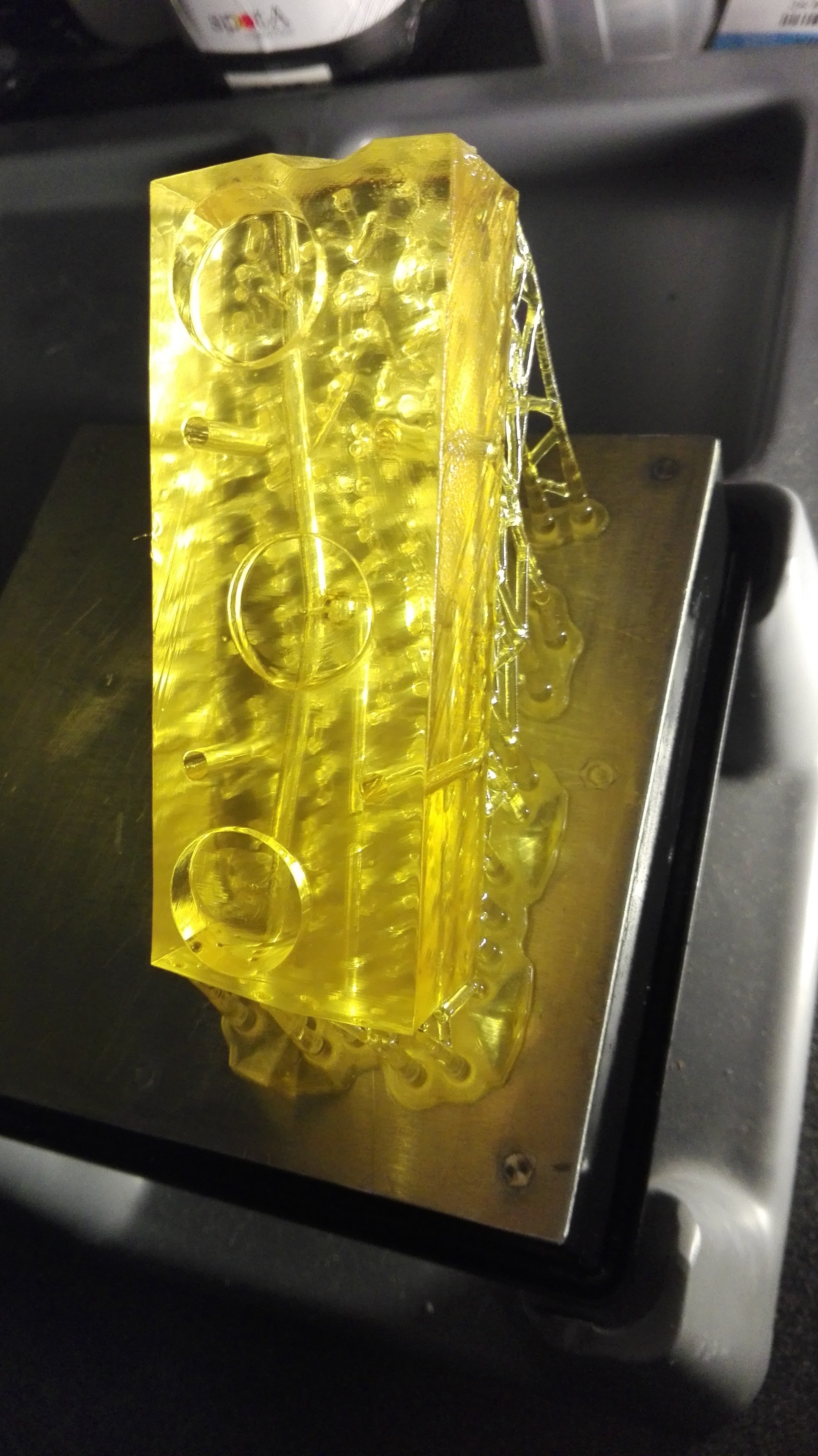
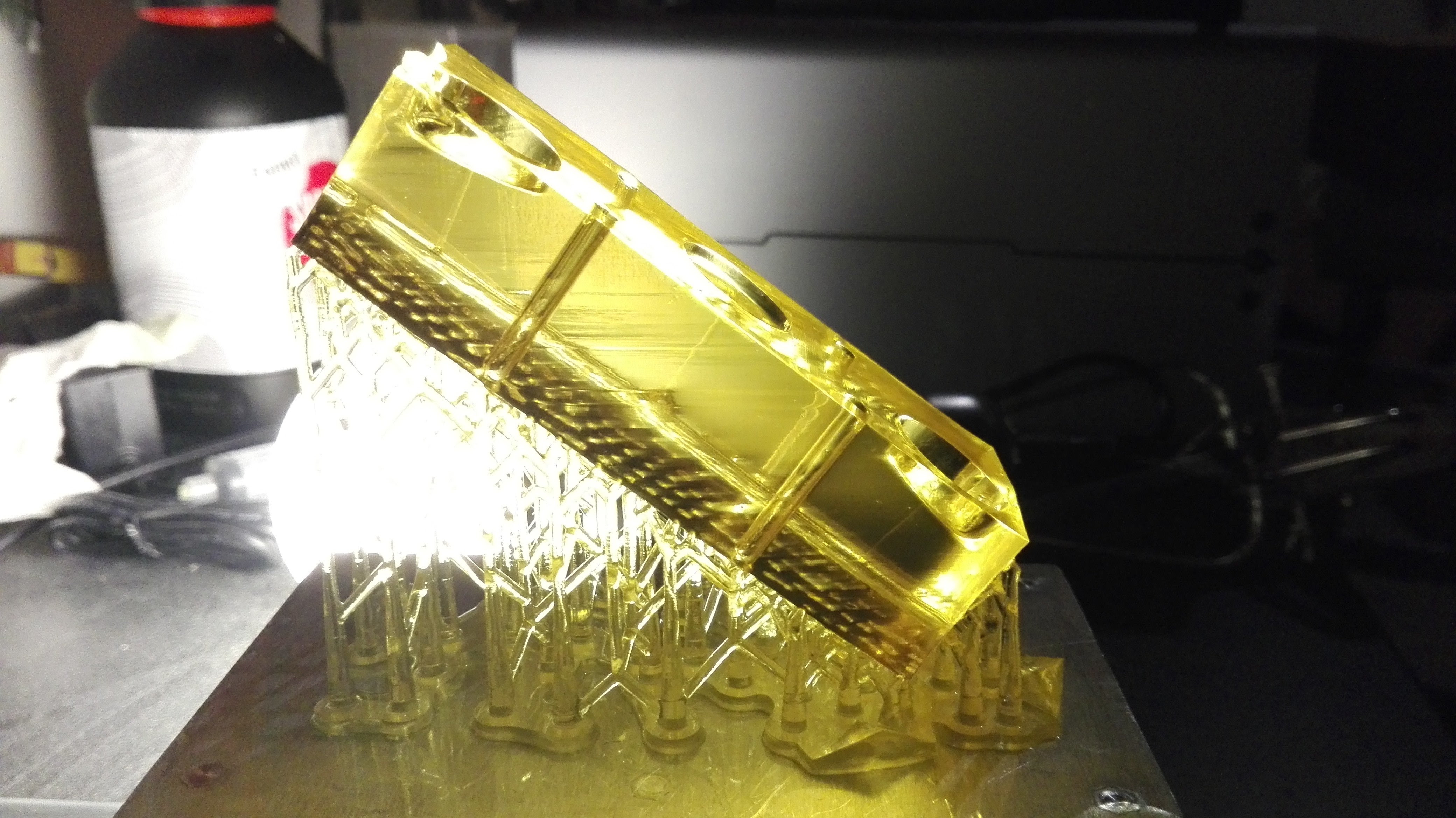
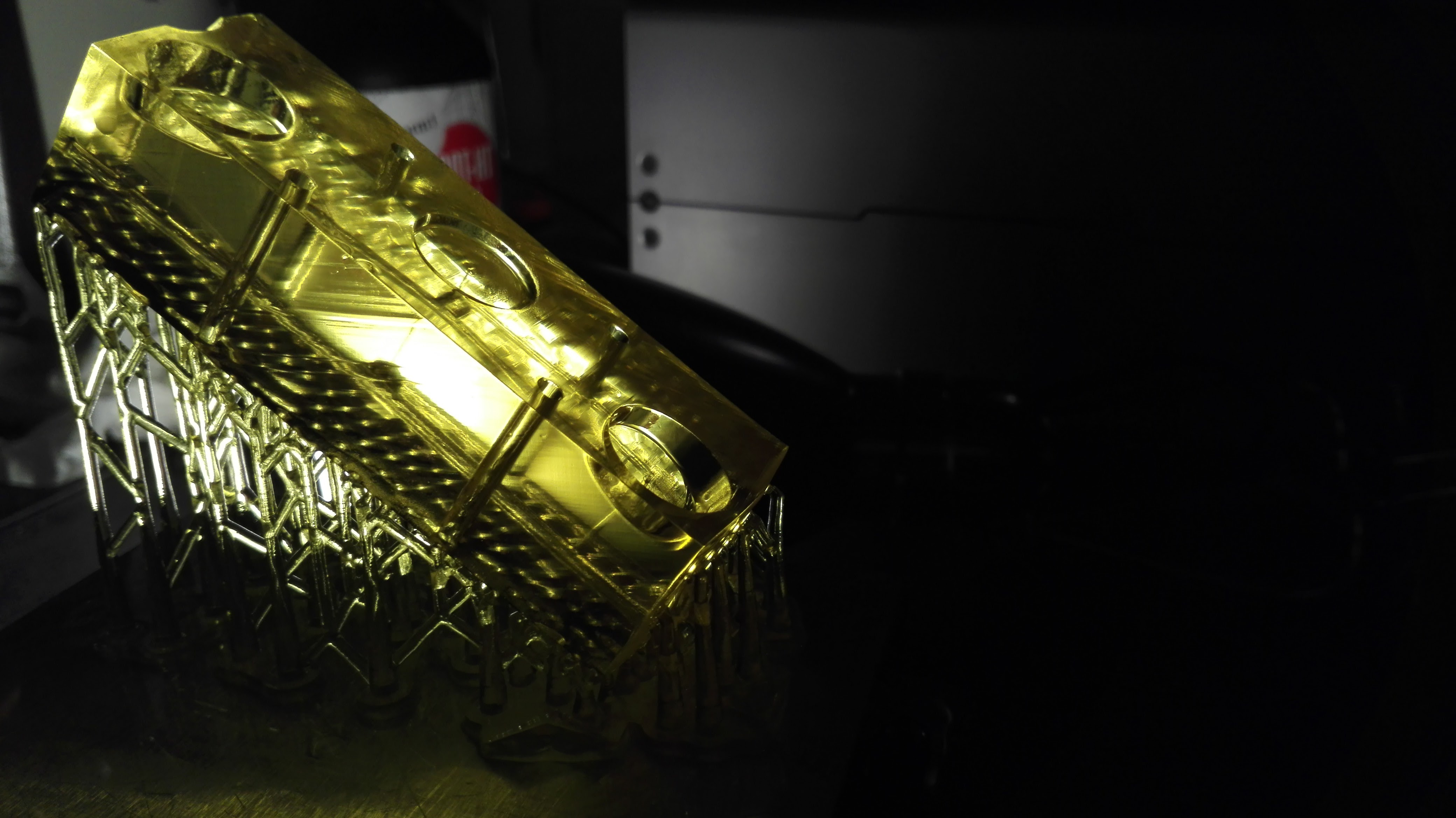
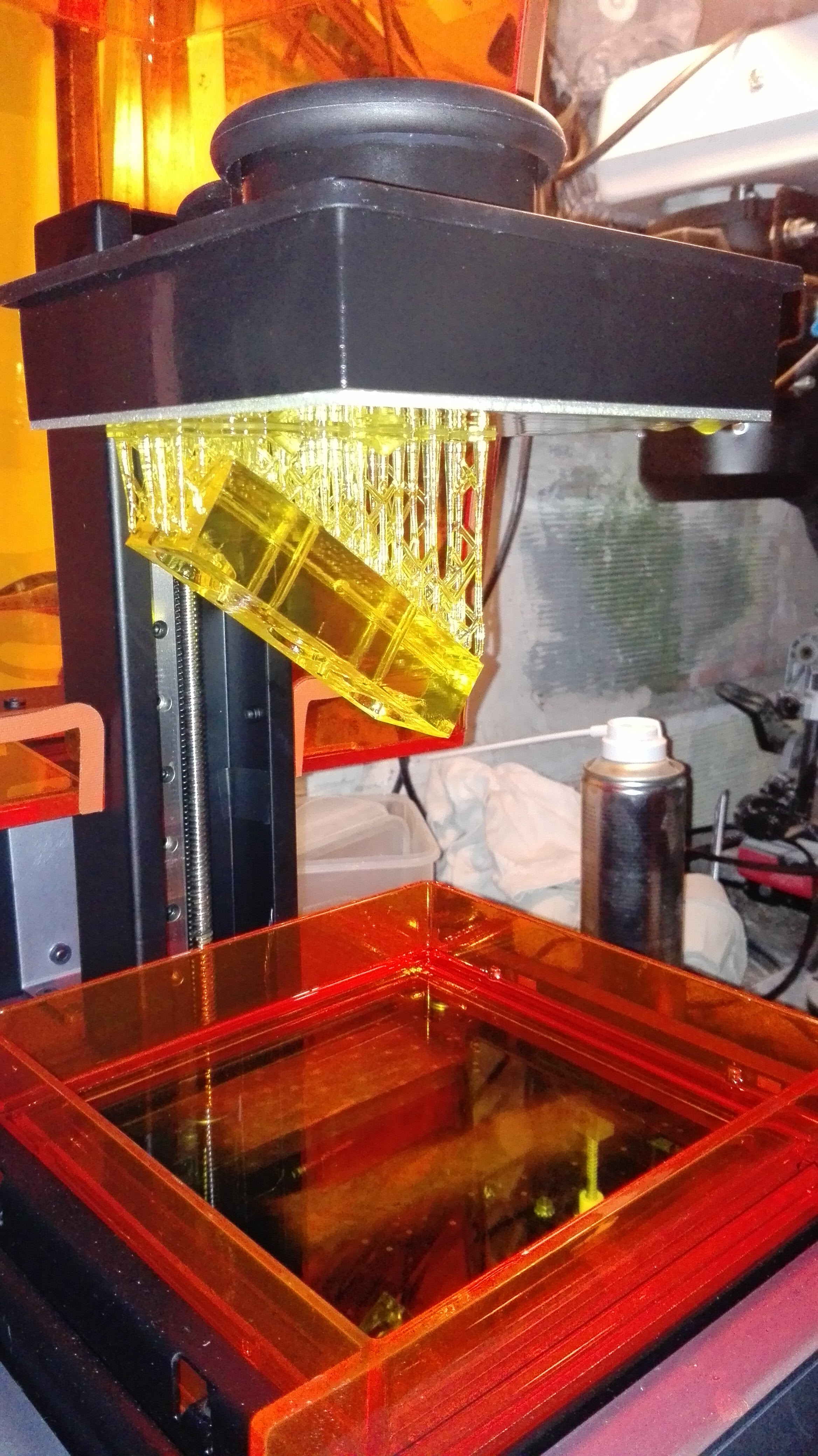
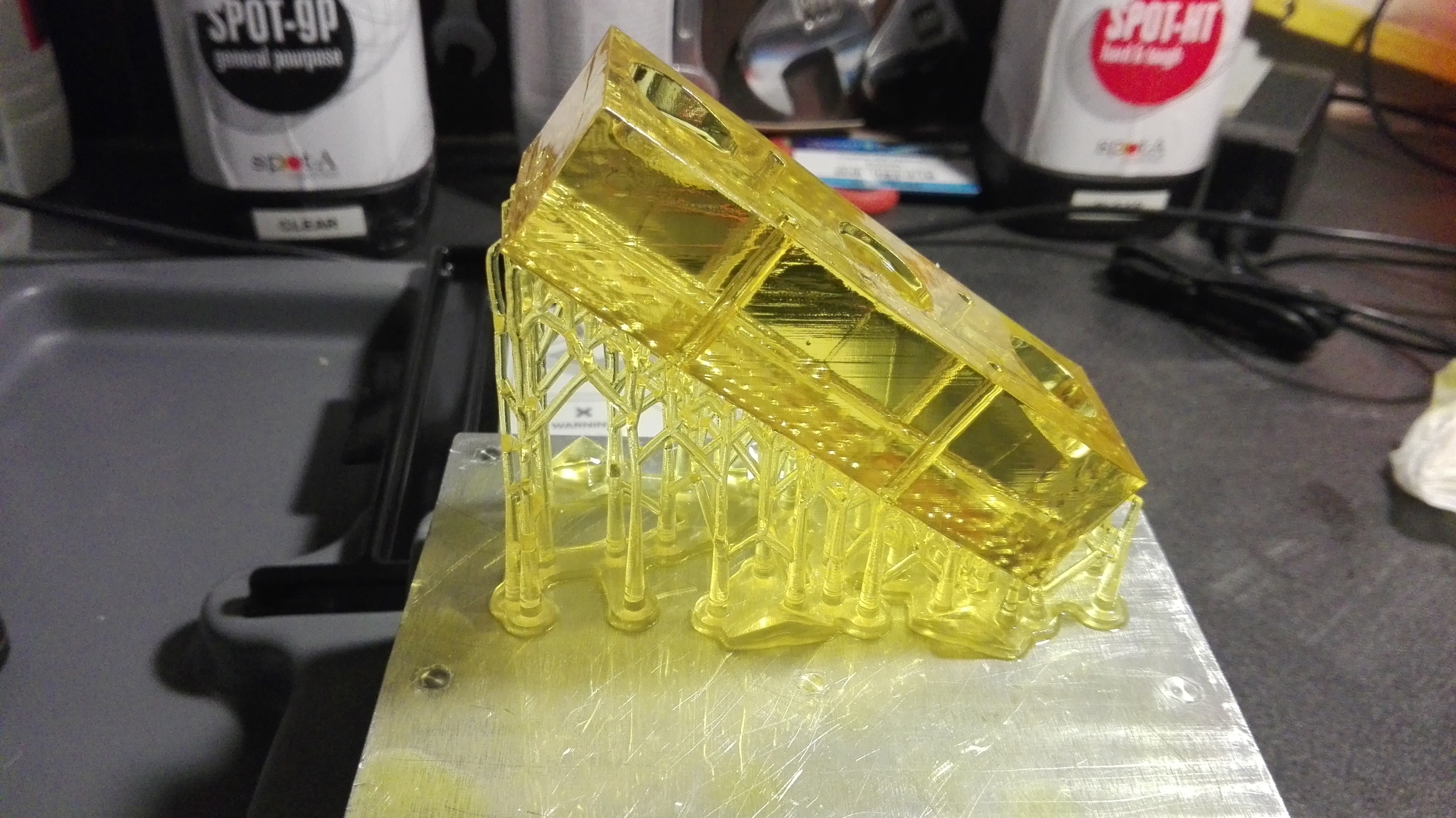
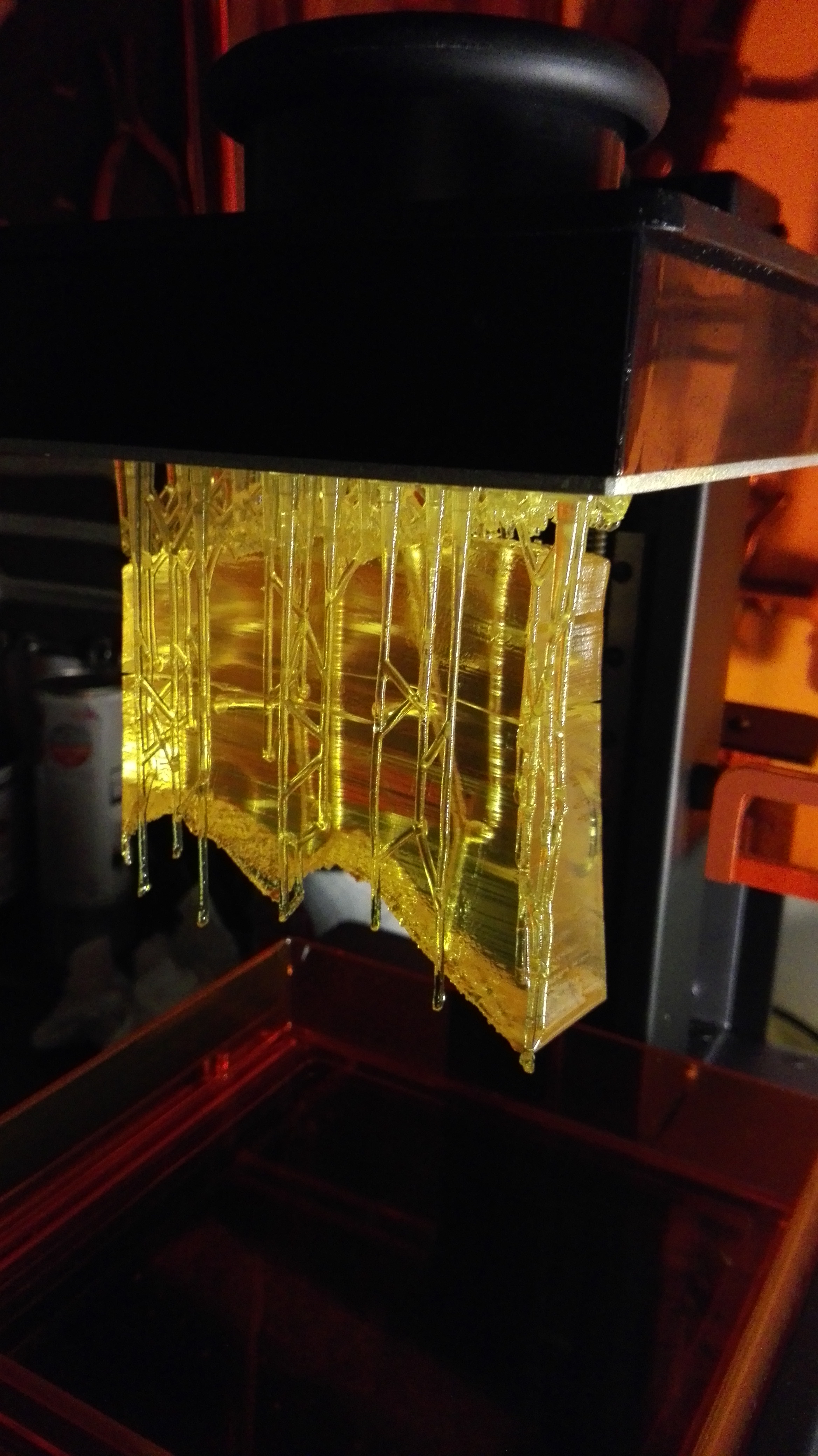
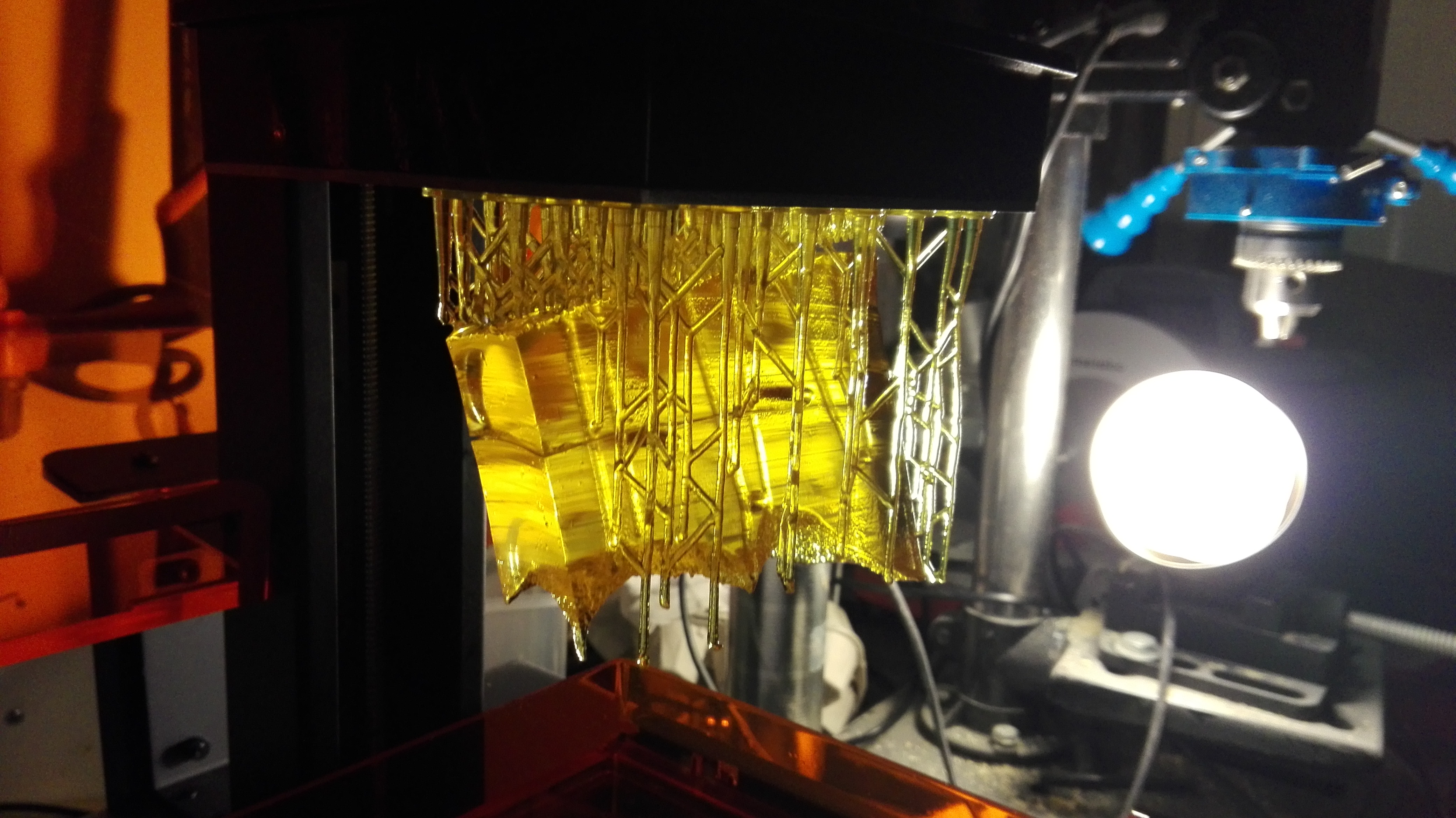
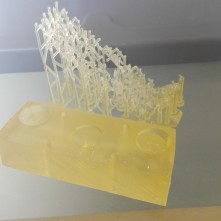
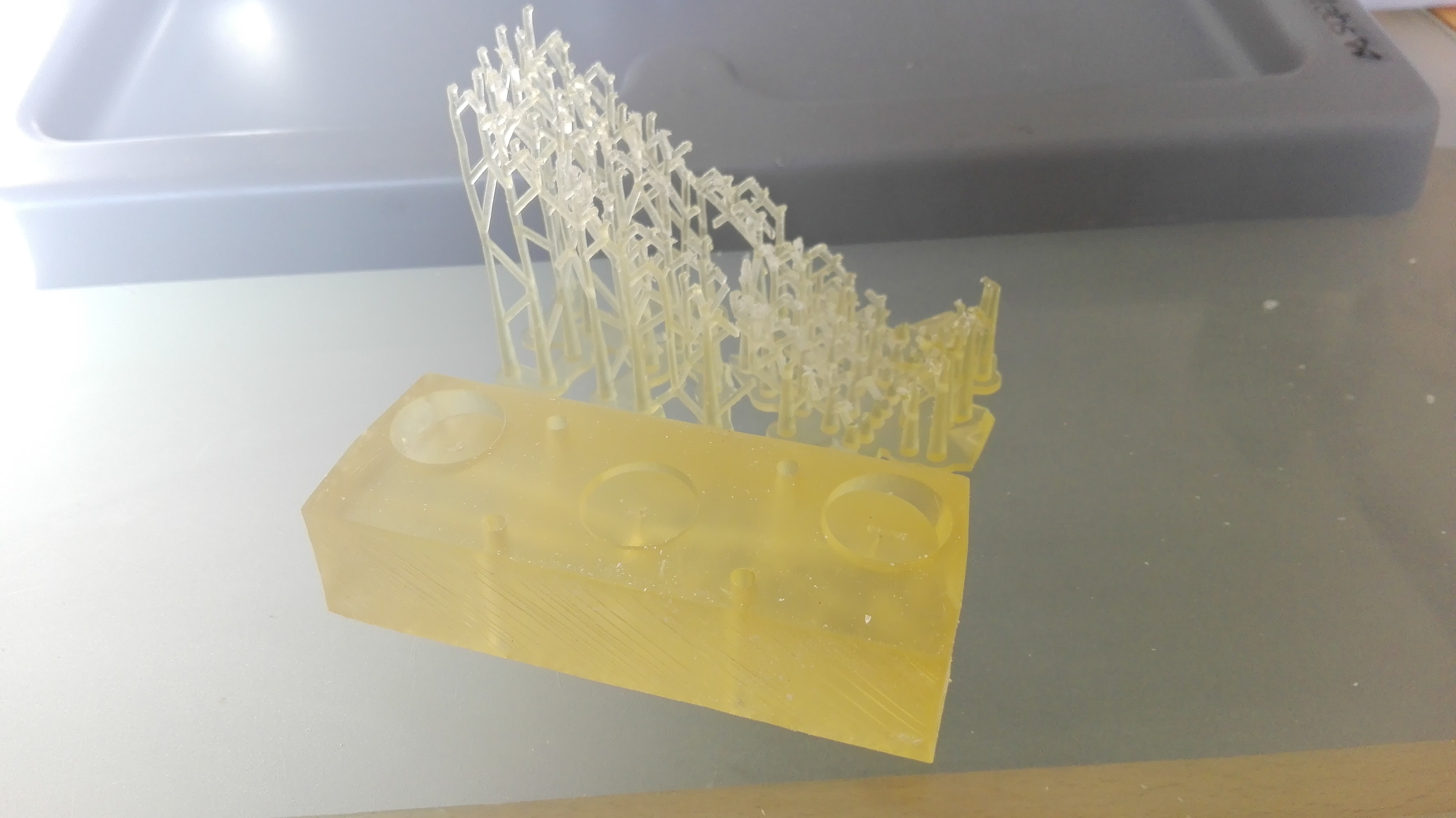
- pièce avec son support
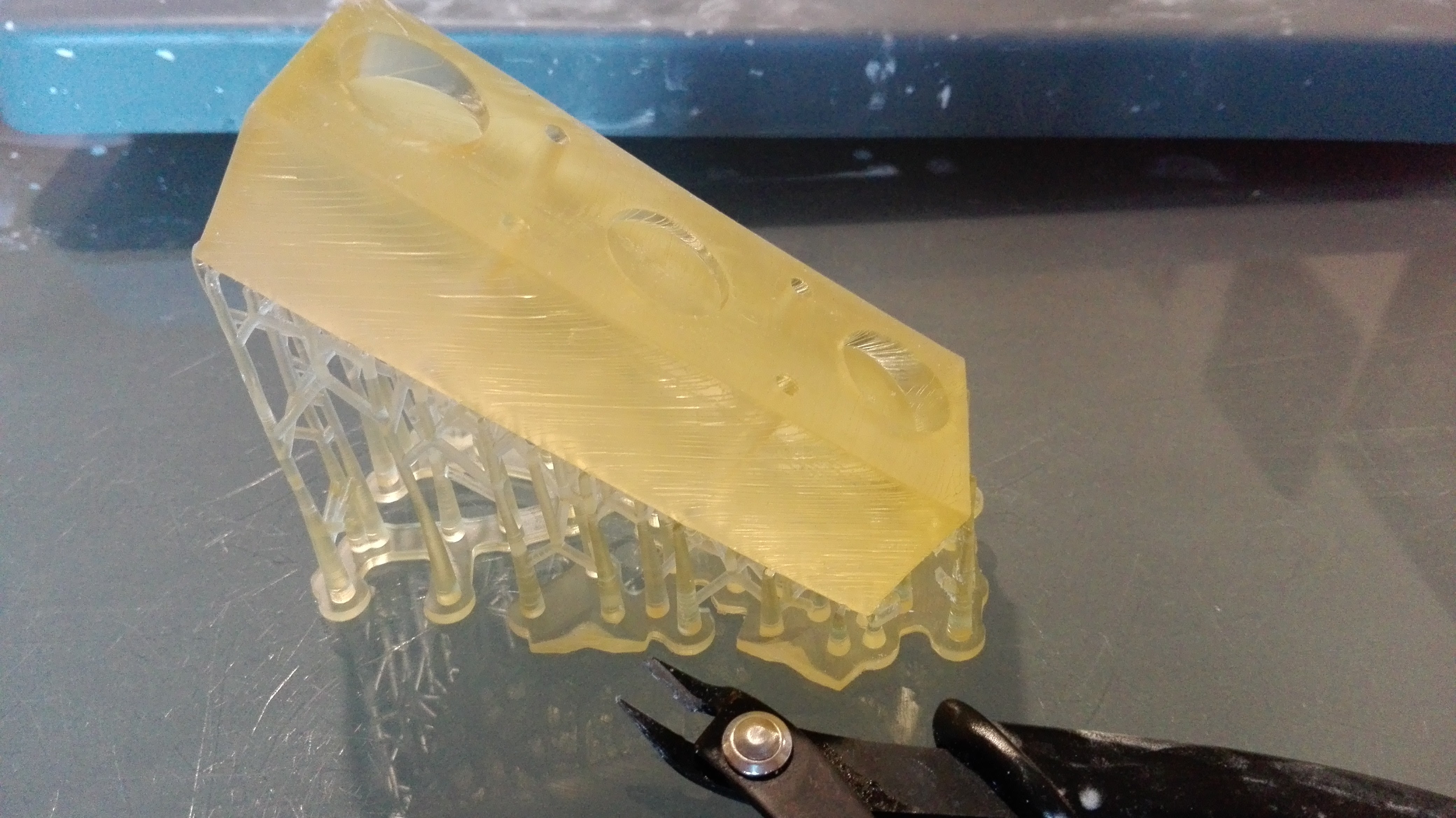
-
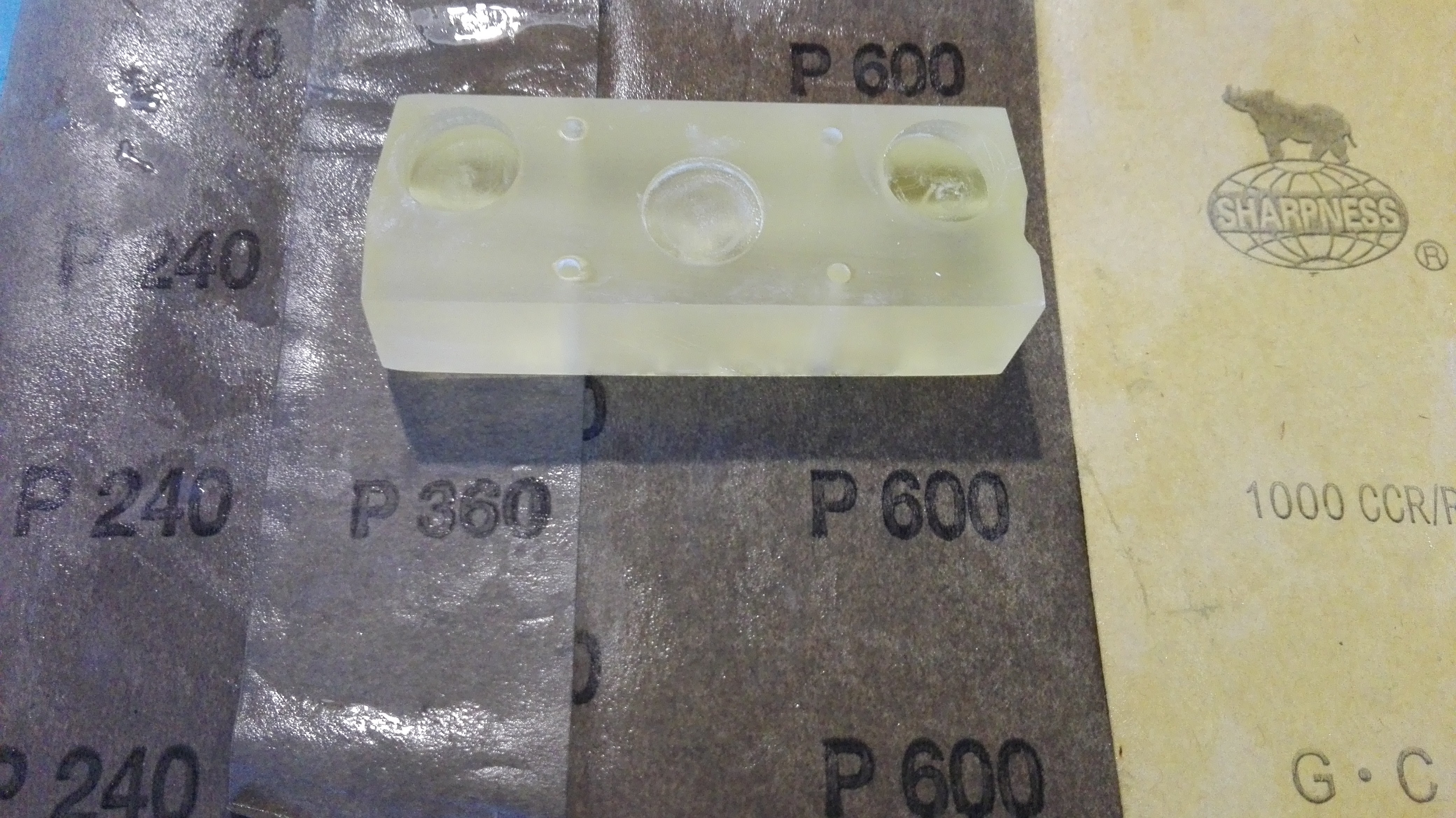
- support retiré
-

- polissage successif 240, 360, 600, 1000
-
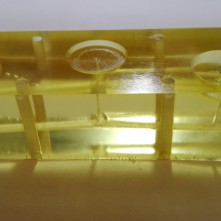
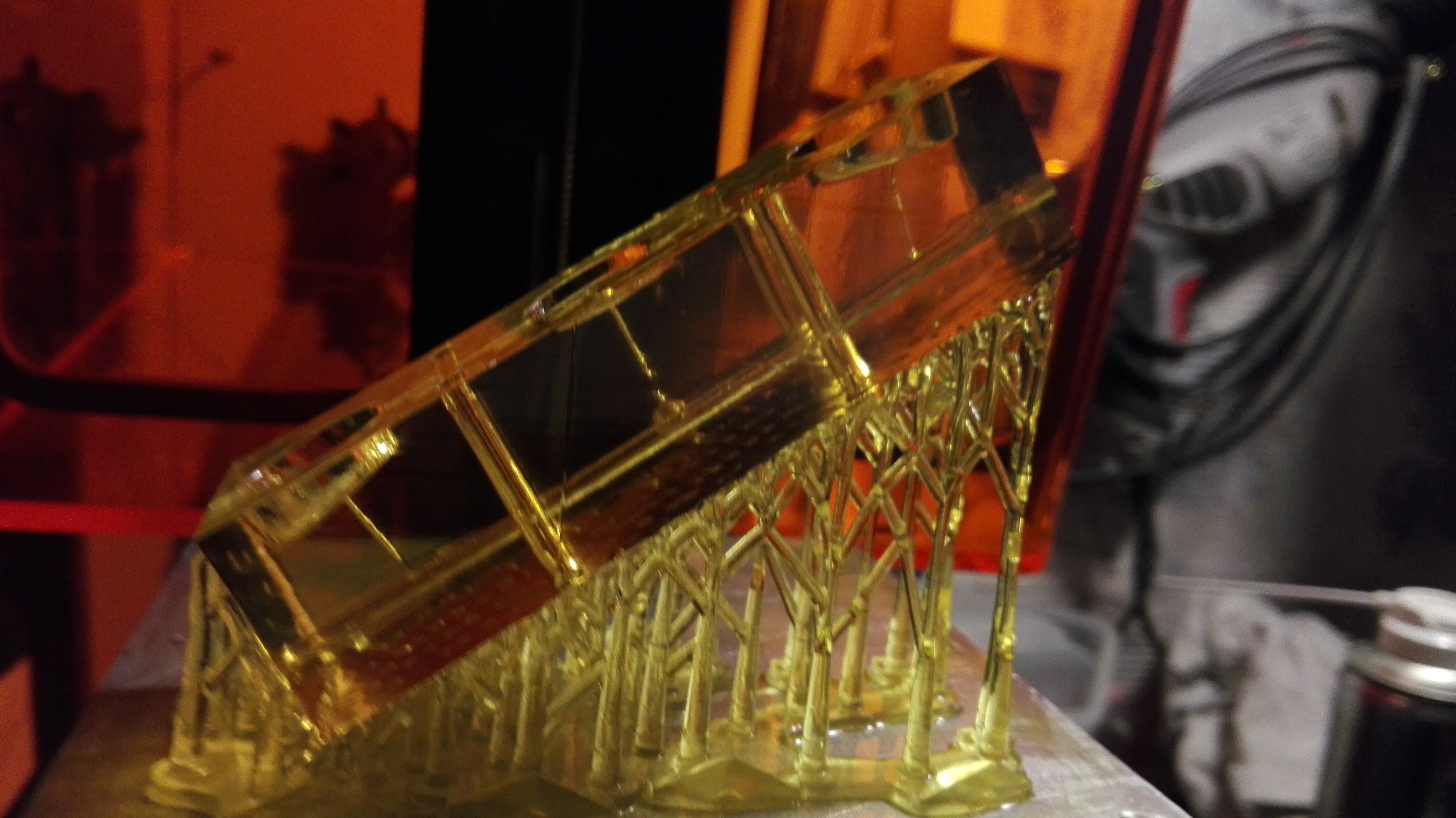
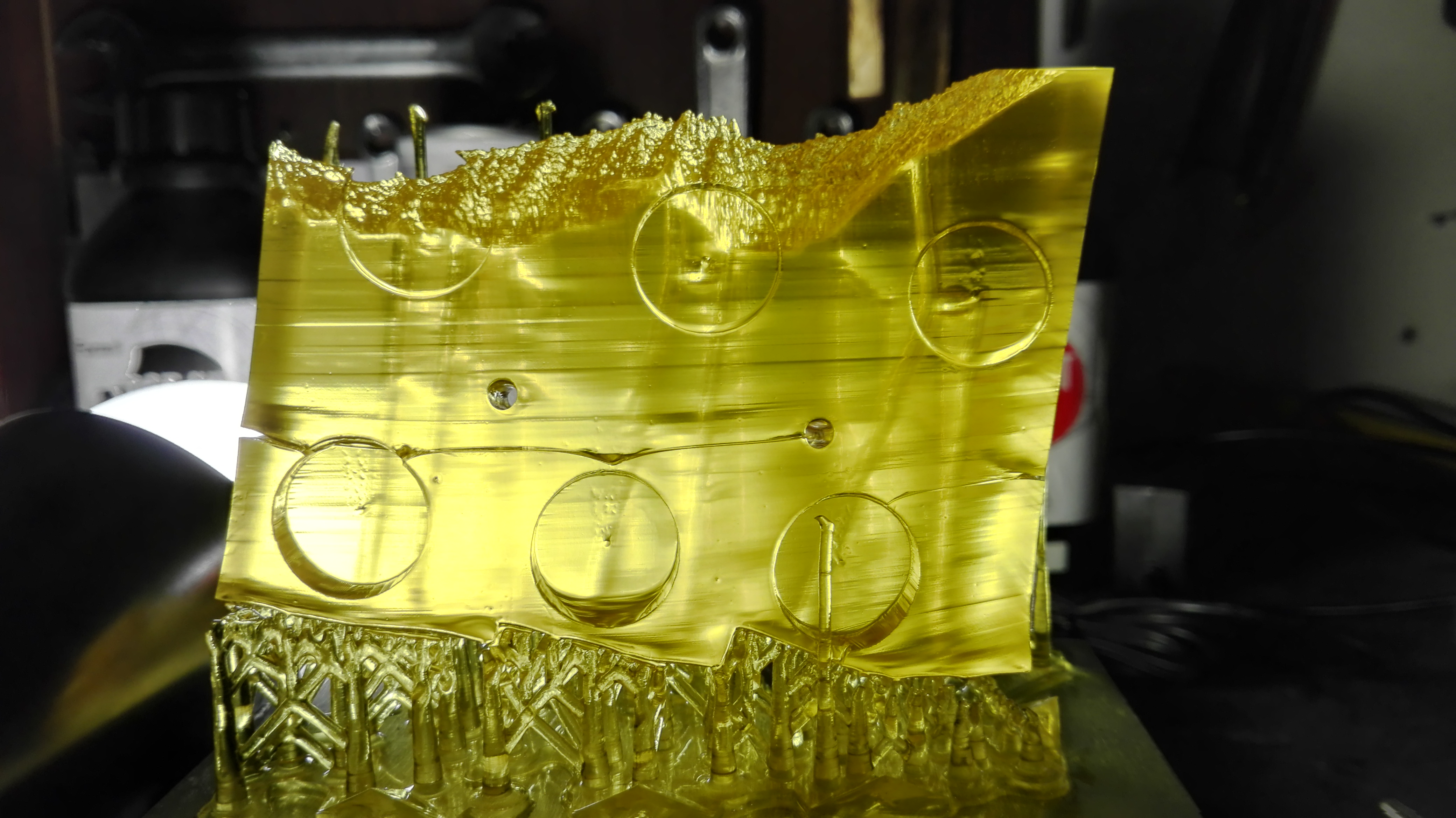
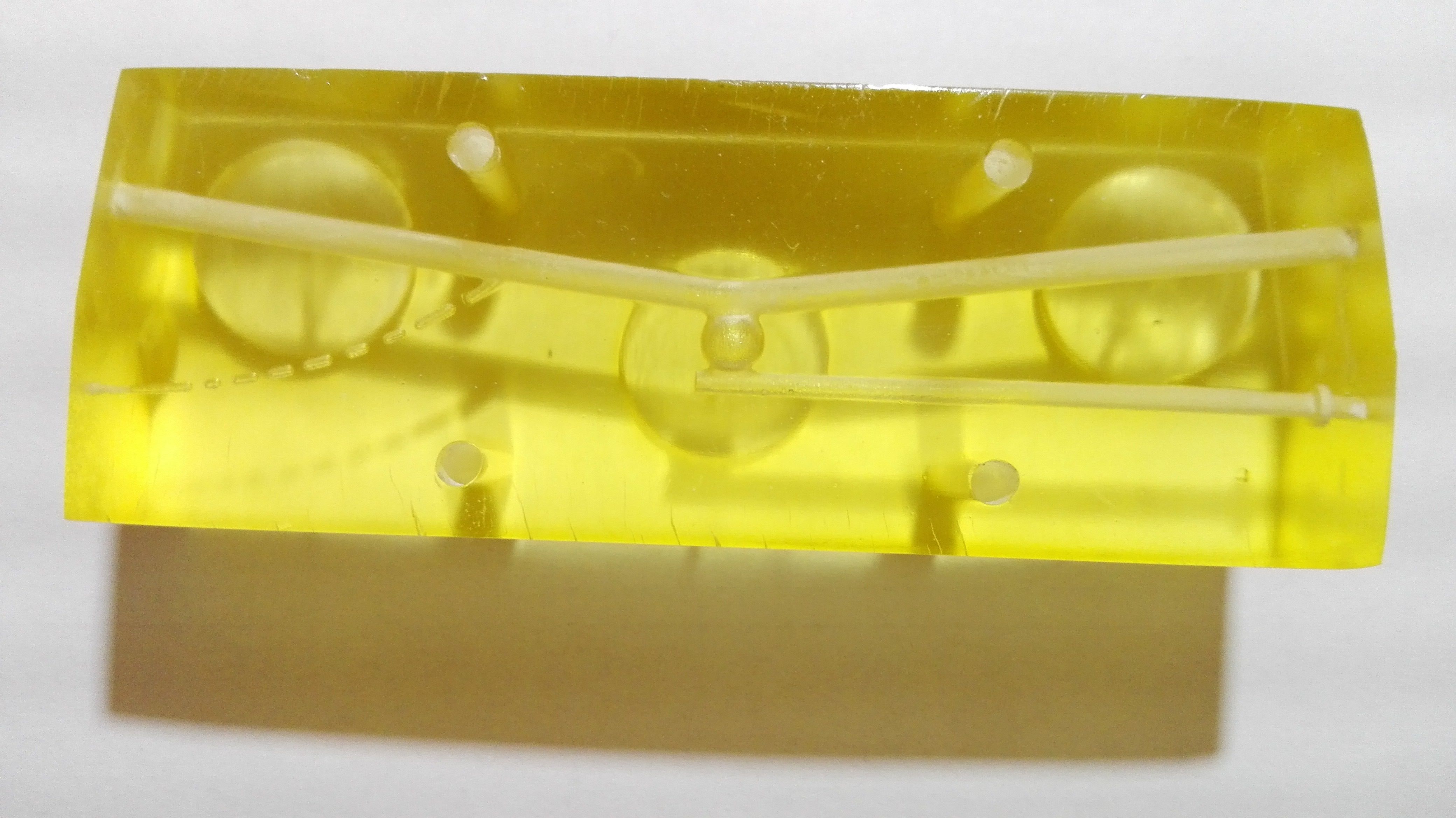
- le vernis révèle la transparence
-
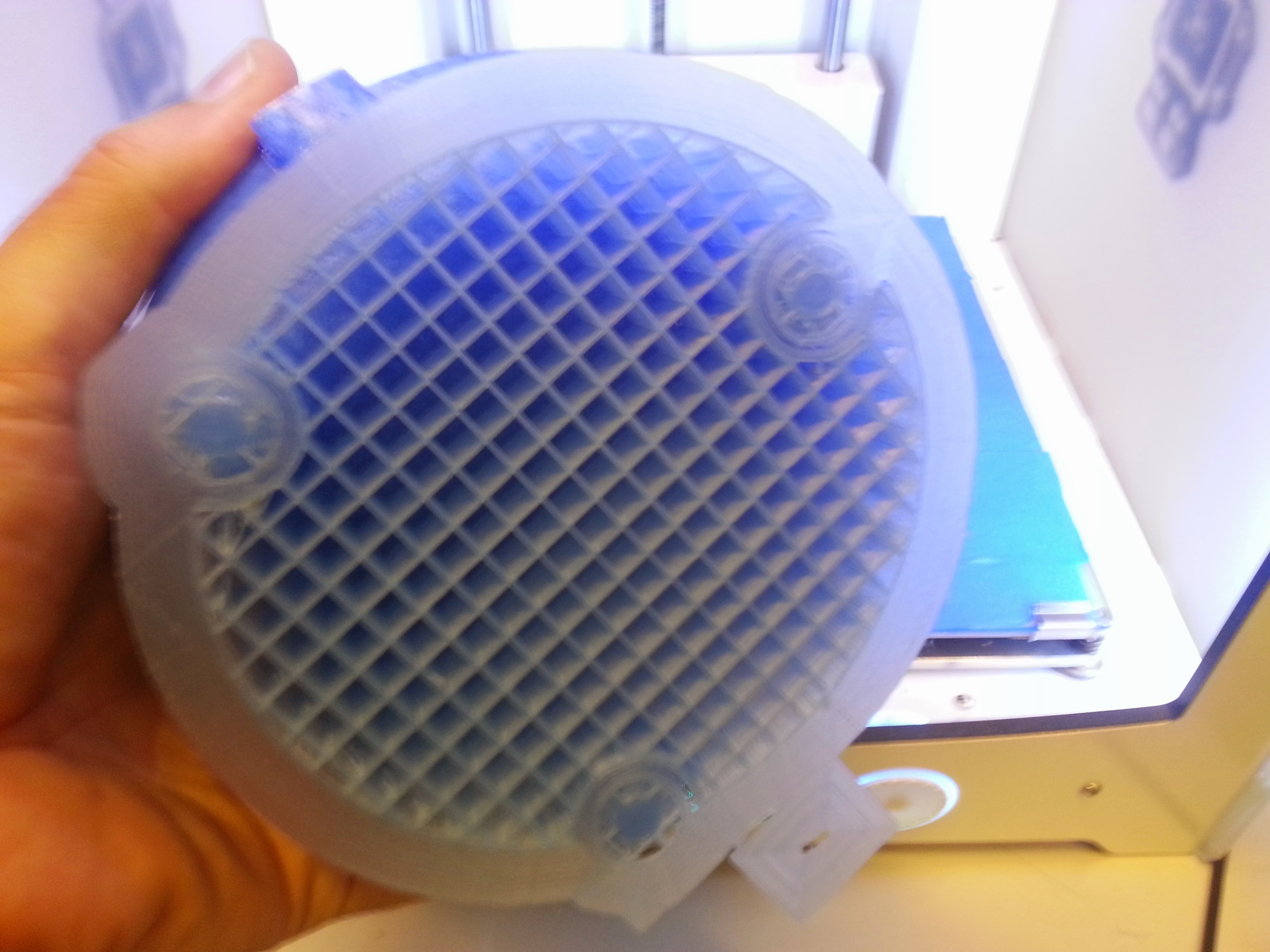
- le réseau bien visible sous la pièce
-
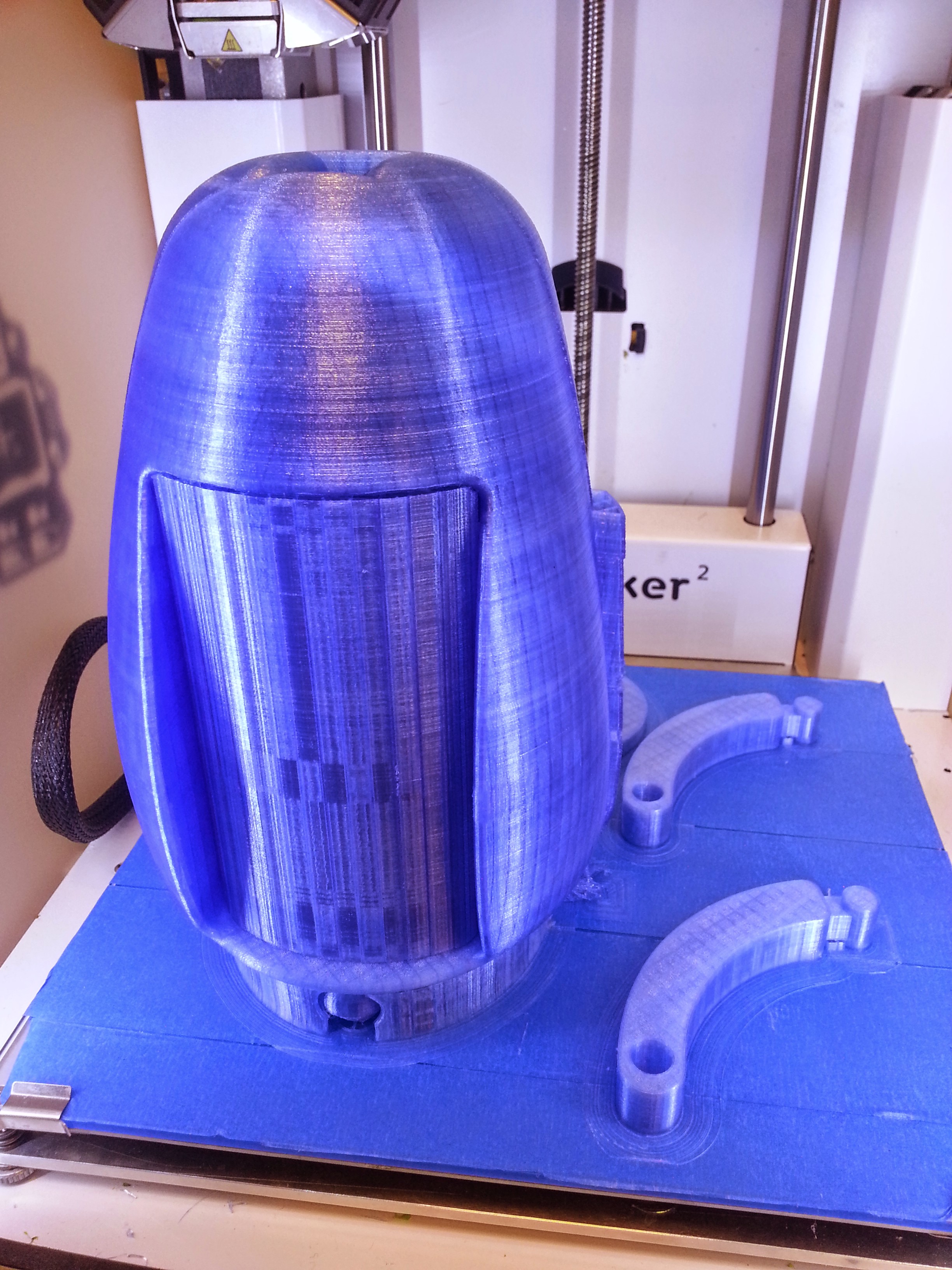
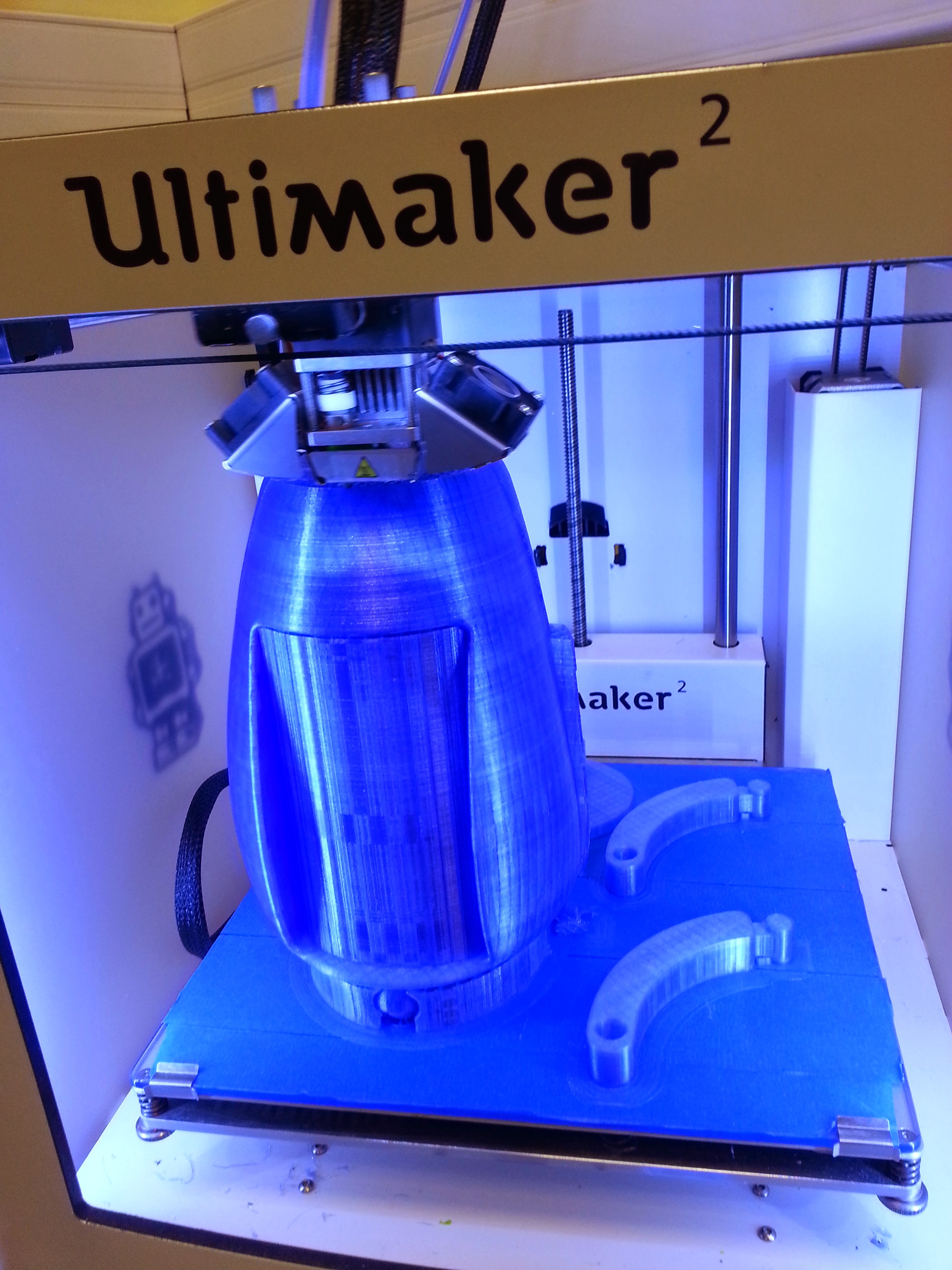
- cette pièce a été imprimée à 25µm